Capto transforms shop’s VTLs
The Capto toolholding system provides speed, accuracy and flexibility.
At a small machine shop, buying decisions often rest with one individual, such as a shop owner. However, for many of us at large manufacturing companies, buying decisions frequently are complex and require input from several departments, as well as submission of financial justification for purchases.
Improvement projects at my machine shop regularly necessitate new tooling, which means presenting monetary reasons for it. Three years ago, we began a significant improvement project at our shop focused on reducing costs associated with handling and managing cutting tools for our CNC vertical turret lathes, or VTLs.
After completing several root-cause investigations and abundant hours of observations, we decided that the best way to achieve our improvement goal would be to minimize the number of interactions that machinists have with machine tools. Although we have the best machinists in the business, each interaction with a machine tool is an opportunity for someone to make a mistake. So reducing interactions reduces the risk of mistakes.
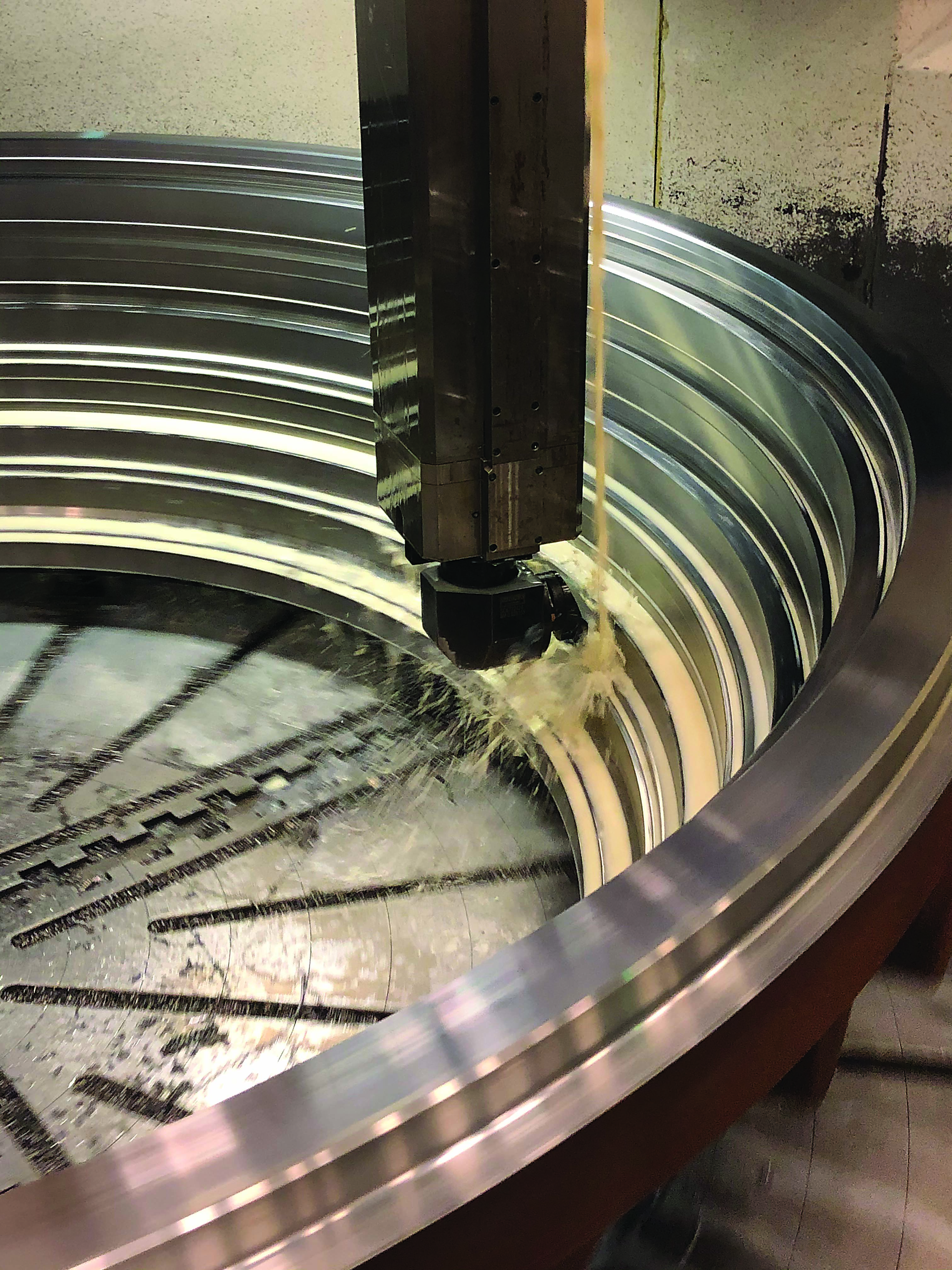
Adding Capto toolholders to VTLs mitigated issues from not having automatic toolchangers. Image courtesy of C. Tate
Unlike many machines, ours do not have automatic toolchangers or tool setters, so all tool changing activities are manual. Each tool change requires a machinist not only to remove and install tools but to reset tool offsets by touching a datum on the part. The most substantial risks are damaging the part while setting a tool and entering incorrect data when setting tool offsets. Because we have up to 25 tools in a program, there are a lot of opportunities to make mistakes.
Tool change times averaged 20 minutes, so a program with 25 tools had about eight hours of noncutting time. We were trying to reduce the risk to quality and lessen the cost of tool changes.
Our common square-shank turning tools were the problem. Adopting a quick-change system and eliminating the use of square-shank tools would be the key to success.
Capto’s Benefits
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion