Just as CNC machine tools have become more multifunctional over time, so has the equipment needed to measure the parts produced on them. As a result, some shops can use a single device, fixture and routine to inspect workpieces rather than the traditional process in which parts are moved from a coordinate measuring machine to a profilometer to an optical comparator or a vision system.
This capability hasn’t been achieved with a super-CMM but through efforts by various metrology equipment providers to combine as many measurement technologies as possible into existing equipment. A CMM might be equipped with optical scanning capabilities, for example, or a vision inspection machine with touch probes. This type of metrology equipment reduces manufacturing costs, increases throughput and eliminates errors.
One such provider is Carl Zeiss Industrial Metrology LLC, Maple Grove, Minnesota, where David Wick, leader of product management, pointed out numerous benefits of the multiple-sensor approach to metrology.

The L.S. Starrett Co. said its AV350 CNC vision system’s Metlogix software makes multifunctional metrology fast and easy, with features such as automated edge pick, DXF import and probe management. Image courtesy of L.S. Starrett
“At Zeiss, we have several coordinate measurement machine lines that we call multisensor capable,” he said. “This means the customer can take their choice of a tactile probe sensor for measuring holes or slots, a laser line scan sensor for capturing a workpiece contour, a noncontact optical sensor for measuring soft materials that would be deformed if you touched them, a surface roughness sensor for checking surface finishes or any combination of the above.”
All these options are plug-and-play compatible with the Prismo CMM and other brands by Carl Zeiss Industrial Metrology, Wick said, and all use common measurement software, making adoption easier than one might expect given the range of functions. Nor is there a need to decide in advance which capabilities may be required when purchasing one of these machines — provided it’s multisensor capable. Most are, so adding a laser scanning head or roughness gauge after the fact is no big deal.
“A customer can buy a system today, come back next year and say, ‘We picked up a job machining cylinder heads and need a way to measure flatness,’” he said. “Or maybe they need to add noncontact measurement for the gaskets that go with those heads, or perhaps they’re looking to improve their inspection throughput.”
Multisensor CMMs provide less obvious benefits as well. By equipping one with a laser line scanner, for instance, a user could generate a 3D model of the cylinder head just described and then use it to develop an inspection routine or even reverse-engineer the part.
“I’m hesitant to say you can measure every part all of the time on one of these machines,” Wick said, “but we have a lot of examples where customers have done exactly that. Just being able to perform roughness measurement on the machine you use for dimensional measurement saves customers floor space and money because they don’t have to buy a dedicated roughness tester. For this and a variety of other reasons, we have many, many customers adopting this technology.”
Seeing Clearly
Vision-based multisensor metrology systems share similar capabilities, said Mark Arenal, general manager of Starrett Kinemetric Engineering Inc., Laguna Hills, California, a division of The L.S. Starrett Co., Athol, Massachusetts.
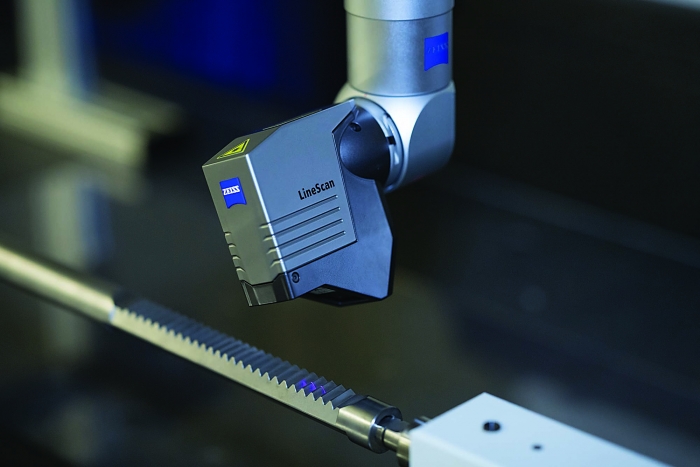
Many multisensor measuring systems provide laser line scanning capabilities, a noncontact way to quickly and accurately capture 3D surfaces. Image courtesy of Carl Zeiss Industrial Metrology
“Our systems are primarily optical, video-based measuring systems built on a precision, three-axis coordinate positioning platform,” he said. “And over the years, we’ve added capability to these products, such that virtually all of them now have the option of adding a touch probe, a probe changing rack and, in some cases, a laser.”
L.S. Starrett’s AV450 and AV350 CNC vision systems are examples of this capability, Arenal said. Each can be equipped with a variety of task-specific measurement tools or retrofitted as new inspection requirements arise. Additionally, a single part program can utilize as many of these tools as necessary to measure a workpiece, such as automatically swapping a camera for a touch probe or a touch probe for a laser scanner until the job is completed.
“Each machine has a probe library, and you simply pick whichever one is most appropriate for the part you’re measuring,” he said, adding that the company offers laser probes, touch probes and a variety of optics. “You might use one lens that zooms in to 250 times or higher magnification for very small features or one with a large field of view that will capture some or all of the part in one shot. Our software also makes it possible to stitch different images together.”
Although it’s hard to find any negatives about these systems, Arenal said, like all high-tech equipment, training is required. An operator must be knowledgeable about each of the disparate measurement functions, as well as have a good handle on metrology practices overall. In the case of optical measurement, understanding how lighting, edge detection, magnification and field of view affect inspection results takes a little practice.
That said, he pointed out that L.S. Starrett’s multisensor equipment is a “walk-up” measurement solution.
“They’re suitable for a wide variety of users and applications,” Arenal said. “The system could be used to execute a very complex measurement routine by a highly trained quality technician, a product designer for reverse engineering a product or a machinist on the shop floor that wants to take a quick measurement of an angle or diameter. Yes, some knowledge is needed to operate one — it’s not as easy as using a caliper, say. But once someone learns the basics, it’s not too far off of that.”
Swiss Army Knife
Tobias M. Weber agreed. He is product manager of the Optiv line of multisensor metrology equipment at Hexagon’s Manufacturing Intelligence division, North Kingstown, Rhode Island, He said a few days of intensive training is required to use the company’s metrology hardware and software to their fullest potential, especially for creating optimized part programs. But for more basic tasks, a highly intuitive interface minimizes the need for training.
“One of the main strengths of our multisensor CMM solutions is their flexibility along the entire metrology workflow of our customers, making them a kind of metrological Swiss knife,” he said. “On the other hand, we tend to focus more and more on delivering complete solutions for specific applications in the electronics, medical, aero-engine or automotive segments. These include semiconductors, stamped and bent metal parts, turbine blades and small gears — generally, any sort of high-precision small part is especially suitable for measurement on this type of equipment.”

The Optiv M 3.2.2 benchtop multisensor CMM provides part manufacturers with a range of preconfigured EPS packages optimized for individual applications and production targets. Image courtesy of Hexagon’s Manufacturing Intelligence division
Like multifunctional CNC machine tools, multisensor metrology equipment is not inexpensive. Yet it’s important to look at the big picture.
“It is usually less expensive to purchase a combination of features within a single system than investing in the equivalent individual pieces of equipment,” Weber said. “Further, part handling is much more efficient when a single system is used to complete all measurements, especially when palletized measuring or automated loading is involved.”
Let’s Take This Inside
Someday, some or all of these technologies might be common on CNC machine tools, not unlike certain in-process probing systems. Such capabilities allow operators to know whether a part being machined is within tolerance, ultimately eliminating the need for post-machining inspection.
Manuel Müller, product marketing manager of the sensors product line at Hexagon Manufacturing Intelligence, said that day is near.
“Hexagon offers multiple solutions for measurements directly in the machine tool,” he said. “For example, the machine tool measurement business unit offers traditional 3D probes or tool setting devices in combination with sophisticated software solutions to enable in-machine measurements and are simple enough for users without any programming knowledge. And Hexagon recently launched some groundbreaking measurement solutions for in-machine measurements.”
These include an ultrasonic probe for directly measuring thickness in a machine. This can be used to replace manual external processes and save significant time.
Müller said Hexagon also has introduced “the first complete solution for capturing laser scanning data in the machine tool,” which allows users to quickly capture data over the entire part surface rather than as separate points.
“Users could, for example, use in-machine tool setters to check the quality and dimensions of the cutting tools before production, determine the alignment and coordinates of the workpiece with a 3D probe, use a laser scanner to inspect the workpiece once complete and then use our software to generate color-coded quality reports,” he said. “Having all of these devices resident in the machine tool serves to maximize part quality, reduce inspection costs and increase the output of the machine tool.”
Contact Details
Contact Details
Contact Details
Related Glossary Terms
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- fixture
fixture
Device, often made in-house, that holds a specific workpiece. See jig; modular fixturing.
- metrology
metrology
Science of measurement; the principles on which precision machining, quality control and inspection are based. See precision machining, measurement.
- tolerance
tolerance
Minimum and maximum amount a workpiece dimension is allowed to vary from a set standard and still be acceptable.
- vision system
vision system
System in which information is extracted from visual sensors to allow machines to react to changes in the manufacturing process.
Author

Kip Hanson is a contributing editor for Cutting Tool Engineering magazine. Contact him by phone at (520) 548-7328 or via e-mail at [email protected].
Contributors
Carl Zeiss Industrial Metrology LLC
800-327-9735
www.zeiss.com/metrology
Hexagon’s Manufacturing Intelligence division
401-886-2000
www.hexagonmi.com
The L.S. Starrett Co.
949-348-1213
www.starrett.com
