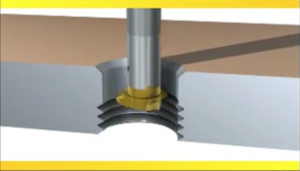
The practice of turning threads on a lathe is well known but oftennot well-understood. Toolmakers offer their recommendations on how todo it the right way. By Bill Kennedy There are nearly as many ways to produce threads as there are types of parts that require them. Threads can be cut with a die, rolled, ground, tapped or milled, using lathes, machining centers or specialized machines. In the video, Frank Battaglia, staff engineer for Kennametal Inc., Latrobe, Pa., provides a couple of pointers regarding the use of shims with laydown threading inserts to achieve optimal results.