Automatization relies on stability, especially in the milling industry where accuracy of parts is measured inµm. Only when processes are stabile it is guaranteed that nightshifts or weekend shifts bring the desired results.
KERN Microtechnik, a machine manufacturer based in Bavaria, introduced an upgrade of their KERN Micro: An integrated work piece changer.
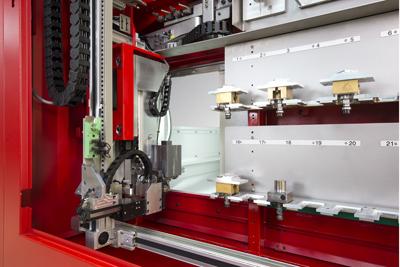
The work piece changer and the tool changer are both combined and integrated in a tool cabinet in the machine. Work piece changers are usually known to be outside of the machines they supply with work pieces, which require additional space, transportation systems and interface between the machine and the changer. KERN decided to simplify these processes and make better use of the space inside the Micro. The new tool cabinet of the Micro contains the tool changer and the work piece changer. Usually the tool changer of the machine can hold more than 180 tools, ready to be used whenever necessary.
However, most automatization processes do not require 186 tools. KERN Micro gives the option to charge the cabinet with fewer tools and use the open space for up to 30 work pieces, so no additional space for an external work piece changer is required. Charged with 30 work pieces the Micro can still hold 90 tools, which is far above the average quantity of tools to be held in a machine. Just in case this is not enough capacity for work pieces it is possible to extend the capacity with an additional external work piece changer.
There is only one guiding system which takes tools and work pieces into and out of the machine, this system results in saving space and cost for an additional work piece transportation system. One advantage is that almost no additional components are required, which results in competitive pricing of the tool cabinet. Another advantage of the tool cabinet is the well-designed integration. Not only from a mechanical standpoint did the integration succeed. Also the software of the tool cabinet is fully integrated and no additional interfaces are needed. The whole machine including the tool cabinet can be run with only one software and brings an end to the times where different software systems had to be merged.
Most important are the stability and the reliability of the system. When the work piece is changed the chuck is turned on a 90° angle and thus all chips from the milling process are being removed. This technology prevents inaccuracies caused by chips of the former work piece being left behind on the chuck and being clamped in onto the new work piece.
The accuracy of the Micro and the reliability of the work piece changing process provide the basis of a stabile machining process. The high stability of the process make the tool cabinet of the KERN Micro indispensable when it comes to a reliable high accuracy automatization without worries. The comparably low cost of the tool cabinet together with the savings achieved on floor space make the Micro really macro when it comes to cost savings.
Contact Details

Related Glossary Terms
- chuck
chuck
Workholding device that affixes to a mill, lathe or drill-press spindle. It holds a tool or workpiece by one end, allowing it to be rotated. May also be fitted to the machine table to hold a workpiece. Two or more adjustable jaws actually hold the tool or part. May be actuated manually, pneumatically, hydraulically or electrically. See collet.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.