Precise cuts are the hallmark of the HBM800ALU, which makes aluminium sawing an attractive option even in the large cutting ranges. With the new HBM800ALU, Behringer GmbH is presenting an automatic high-peformance bandsaw for aluminium cuts which is in a league of its own in terms of its technically sophisticated functionality. The fully enclosed sawing unit is ideally suited for economical and precise division in the cutting range from 800 millimetres in round material and 800 x 800 millimetres in flat material. As aluminium cutting makes stringent demands on the machine itself and on its individual components, the HBM800ALU has been specifically adjusted in line with these needs.
Aluminium machining calls for higher cutting speeds. "Using a drive of 22 kW with frequency control, we are able to address the specific requirements of this material," emphasizes Behringer's Head of Sales Achim Mueller. The cutting speed can also be infinitely adjusted from 250 to 1,500 metres per minute. The stable frame ensures smooth running, stability and minimal vibrations during the sawing process. "The band guiding components of the new HBM800ALU are made of low-vibration grey cast iron, making the machine highly torsion proof even under the highest band clamping forces," he explains.
An interesting feature of this machine, for instance, is the incline of the sawing frame towards the operator. This not only considerably simplifies band changing, it is also gentle on the saw band, as the continuous alternating strain caused particularly as a result of high band speeds is significantly reduced. Consequently band breakage is no longer an issue.
A servo drive and a ball screw permit fast saw frame feed and a highly constant, precisely adjustable saw feed. The constant feed ensures high performance due to even chip removal and a long band service life. A precisely metred saw feed control helps to prevent saw band overloading. "The actual feed rate is displayed at the terminal; this allows dynamic sawing in and sawing out at the material," continues the Head of Sales. To make the most of the machine's output, downtimes must cut back to an absolute minimum. The use of servo drives means that the various movable axes can be far more quickly positioned. The outcome of this and other improvements: Higher quality cutting results coupled with significantly reduced cycle times.
Two self-cleaning chip brushes on both sides of the saw band sweep away adhering chips during the machining process. In addition, the saw band is guided not by sliding guides but by centrally lubricated roller guides. A range of additional functions in the machine's electrical control system such as reduced speed on entering the workpiece ensure perfect aluminium cuts.
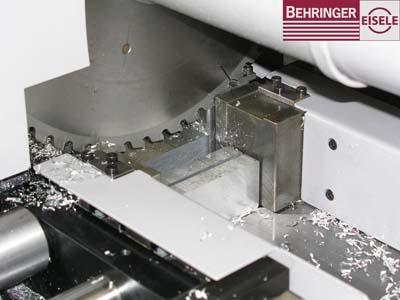
With its VA-L 350 NC and VA-L 560 NC models, Behringer Eisele is offering a universal machine concept with wide-ranging possibilities. The hydraulic version of the VA-L is particularly suited to the economical processing of solid aluminium material for 90°Cuts. The hydropneumatic version, in contrast, is the right choice for sawing predominantly sectional material. All clamping pressure levels can be individually adjusted to the material or profile being processed. Both versions are the culmination of consistent further development of the tried and tested VA-L series from Behringer Eisele.
The new machines are characterized by their enormous cutting range for carbide-tipped circular saw blades of between 350mm and 560mm in diameter, their heavy-duty design with drive output up to 24 kW and a numerically controlled bar feeding system.
Another striking new development is the innovative ergonomic machine outfit which combines safety and noise protection while at the same time guaranteeing user-friendly working and operating reliability.
The machine's control system offers not only a piece and length memory but also an offcut optimization function for maximum economy. With the aid of the newly developed slip lock and the bar collection functions, material changeover is possible (when working without a loading magazine) without the need to open the protective enclosure.
The integrated cutting gap extension and a micro-spraying system which selectively sprays the saw blade from two nozzles ensure the required degree of cutting quality. The standard two-point clamping system acting on the left and right of the saw blade permits low-burr cuts which in most cases eliminate the need for supplementary work steps.
Easily exchangeable shaped or prismic jaws ensure that even the most complex aluminium sectional material can be reliably clamped in place. Up to three extractor channels mounted at different locations take care of reliable disposal of the produced aluminium chips. Making use of a high-powered extraction system, the substantial volume of chips produced when sawing aluminium is all but completely disposed of. The extraction system suctions up produced chips and transports them by means of a cellular wheel sluice to a container provided by the user. The air throughput amounts to up to 3000 m3; per hour with a maximum available vacuum of 350 daPa. The sawing system is designed to permit the optional integration of chain, angular and coil loading magazines and conveyor belts with pusher device.
Contact Details
Related Glossary Terms
- bandsaw
bandsaw
Machine that utilizes an endless band, normally with serrated teeth, for cutoff or contour sawing. See saw, sawing machine.
- bandsaw blade ( band)
bandsaw blade ( band)
Endless band, normally with serrated teeth, that serves as the cutting tool for cutoff or contour band machines.
- circular saw
circular saw
Cutoff machine utilizing a circular blade with serrated teeth. See saw, sawing machine.
- cutting speed
cutting speed
Tangential velocity on the surface of the tool or workpiece at the cutting interface. The formula for cutting speed (sfm) is tool diameter 5 0.26 5 spindle speed (rpm). The formula for feed per tooth (fpt) is table feed (ipm)/number of flutes/spindle speed (rpm). The formula for spindle speed (rpm) is cutting speed (sfm) 5 3.82/tool diameter. The formula for table feed (ipm) is feed per tooth (ftp) 5 number of tool flutes 5 spindle speed (rpm).
- feed
feed
Rate of change of position of the tool as a whole, relative to the workpiece while cutting.
- flat ( screw flat)
flat ( screw flat)
Flat surface machined into the shank of a cutting tool for enhanced holding of the tool.
- numerical control ( NC)
numerical control ( NC)
Any controlled equipment that allows an operator to program its movement by entering a series of coded numbers and symbols. See CNC, computer numerical control; DNC, direct numerical control.
- sawing
sawing
Machining operation in which a powered machine, usually equipped with a blade having milled or ground teeth, is used to part material (cutoff) or give it a new shape (contour bandsawing, band machining). Four basic types of sawing operations are: hacksawing (power or manual operation in which the blade moves back and forth through the work, cutting on one of the strokes); cold or circular sawing (a rotating, circular, toothed blade parts the material much as a workshop table saw or radial-arm saw cuts wood); bandsawing (a flexible, toothed blade rides on wheels under tension and is guided through the work); and abrasive sawing (abrasive points attached to a fiber or metal backing part stock, could be considered a grinding operation).
- sawing machine ( saw)
sawing machine ( saw)
Machine designed to use a serrated-tooth blade to cut metal or other material. Comes in a wide variety of styles but takes one of four basic forms: hacksaw (a simple, rugged machine that uses a reciprocating motion to part metal or other material); cold or circular saw (powers a circular blade that cuts structural materials); bandsaw (runs an endless band; the two basic types are cutoff and contour band machines, which cut intricate contours and shapes); and abrasive cutoff saw (similar in appearance to the cold saw, but uses an abrasive disc that rotates at high speeds rather than a blade with serrated teeth).