Chevalier's FBL-520D heavy-duty horizontal turning lathe, for machining heavy parts and large pipe threading, is in demand by the energy and aerospace industries. The series features highly accurate machining that can handle rough- and fine-turning operations. The gear box provides enough horsepower for heavy-duty turning. With live tooling capability, this series can save time by milling and turning a part in the same set-up.
The series structure features a 45-degree slant-bed design, comprised of single-piece Meehanite cast iron with a wide-span, ribbed box structure. For stability and support, the machine provides box guide ways that are 5.1" wide by 3.1" thick. A powerful 60HP spindle motor, which features a two-stage gearbox and generates 9,000NM of torque, satisfies most cutting conditions of large-diameter work pieces or tough material applications. The 12-station turret is 200mm thick for deep hole boring and rough turning. The 15" through hole is perfect for pipe yard threading and meets API thread standards.
"The FANUC 0i-TD control with FANUC digital servo drive and motor are standard features with the FBL-520D," says Chevalier National Sales Manager Herbert Hou. "They represent a substantial cost savings and value for our customers."
Here are vital specs about the FBL-520D:
STRUCTURE: Heat-treated to Rockwell 55-degree and stress relieved. Features a 45-degree slant-bed design, comprised of single-piece Meehanite cast iron with wide-span, ribbed box structure. Four oversized box ways, 5.1" wide and 3.1" high, provide strong stability and support.
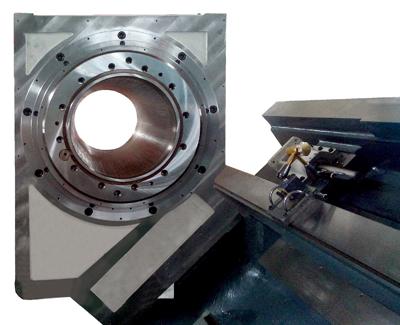
CAPACITY: Spindle bore diameter is 15" and a maximum swing diameter is 40" cutting diameter is 37". Dual-chuck, easy-access design provides convenient loading and unloading of longer parts. POWER: Powerful 60 HP spindle motor features a two-stage gear headstock and generates 9,000NM torque, satisfying most cutting conditions of large-diameter work pieces or tough material applications.
TURRET: Massive, 7.8" (200mm) thick disk and hydraulic clamping of its curvic-coupling design ensure cutting stability during rough-turning environments.
ACCESSORIES: Standard programmable tailstock has a built-in MT-6 rotary quill that provides better parts weight support than a normal live-center type of quill. Standard link-type chip conveyor is also a standard accessory. Optional BMT85 power tool turret is available for milling the part with one set-up.
Contact Details
Related Glossary Terms
- boring
boring
Enlarging a hole that already has been drilled or cored. Generally, it is an operation of truing the previously drilled hole with a single-point, lathe-type tool. Boring is essentially internal turning, in that usually a single-point cutting tool forms the internal shape. Some tools are available with two cutting edges to balance cutting forces.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- lathe
lathe
Turning machine capable of sawing, milling, grinding, gear-cutting, drilling, reaming, boring, threading, facing, chamfering, grooving, knurling, spinning, parting, necking, taper-cutting, and cam- and eccentric-cutting, as well as step- and straight-turning. Comes in a variety of forms, ranging from manual to semiautomatic to fully automatic, with major types being engine lathes, turning and contouring lathes, turret lathes and numerical-control lathes. The engine lathe consists of a headstock and spindle, tailstock, bed, carriage (complete with apron) and cross slides. Features include gear- (speed) and feed-selector levers, toolpost, compound rest, lead screw and reversing lead screw, threading dial and rapid-traverse lever. Special lathe types include through-the-spindle, camshaft and crankshaft, brake drum and rotor, spinning and gun-barrel machines. Toolroom and bench lathes are used for precision work; the former for tool-and-die work and similar tasks, the latter for small workpieces (instruments, watches), normally without a power feed. Models are typically designated according to their “swing,” or the largest-diameter workpiece that can be rotated; bed length, or the distance between centers; and horsepower generated. See turning machine.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- threading
threading
Process of both external (e.g., thread milling) and internal (e.g., tapping, thread milling) cutting, turning and rolling of threads into particular material. Standardized specifications are available to determine the desired results of the threading process. Numerous thread-series designations are written for specific applications. Threading often is performed on a lathe. Specifications such as thread height are critical in determining the strength of the threads. The material used is taken into consideration in determining the expected results of any particular application for that threaded piece. In external threading, a calculated depth is required as well as a particular angle to the cut. To perform internal threading, the exact diameter to bore the hole is critical before threading. The threads are distinguished from one another by the amount of tolerance and/or allowance that is specified. See turning.
- turning
turning
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.