If your shop is new to AWJ machining, you’re probably wondering whether you should purchase an AWJ machine for internal use or subcontract work to an AWJ service center. Here are some points you should consider before making that decision.
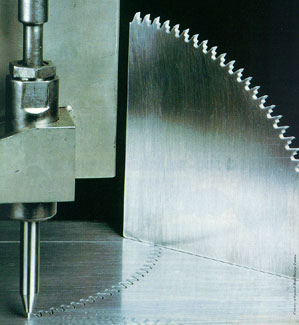
Abrasive-waterjet (AWJ) machining is finding its place in an ever-increasing number and variety of businesses. Even small and medium-size machine shops are making the transition away from traditional cutting methods as they discover that AWJ machining is a viable alternative for the cutting of titanium and the shaping of special alloys.
Hogging out and milling of many shapes can be avoided by performing AWJ machining. And because it is an accelerated erosion process under controlled conditions, AWJ cutting generates no heat as the water passes through the work material. Therefore, the workpiece material has no heat-affected zone that needs to be removed.
Compared to plasma, laser, and other nontraditional cutting methods, AWJ machining has the advantages of lower overall cost, higher speed of production, reduced secondary operations, smaller labor force, and increased machine accuracy. With today’s advanced AWJ machines, shops can meet tolerances as tight as 0.003", and parts often can be cut to near-net shape, reducing setup and machining time.
Despite these benefits, the growth of AWJ machining has been somewhat limited by the general lack of knowledge about the process. AWJ machining involves many variable parameters, namely abrasive flow, abrasive type, water pressure, speed, orifice size, and the height of the nozzle above the part. All these parameters must be addressed to successfully apply AWJ machining to a specific part. Doing AWJ work in-house may be more than most shops can handle; however, they may not be aware of the options that would allow them to take advantage of AWJ machining without investing heavily in the technology.
Suppose your shop decides to utilize AWJ machining for a specific application. You can purchase an AWJ machine and do the work in-house, or you can subcontract the work to a professional AWJ service center. The latter is the easiest immediate solution: AWJ service centers emerged to serve shops that found AWJ equipment too expensive to install, maintain, and staff in-house.
However, your shop may have enough in-house work to subsidize the full cost of an AWJ system. You may also decide to launch an AWJ service facility of your own to pay for the machine. But before you consider buying an AWJ machine, take a good look at what you will need to operate the equipment profitably. With some investigation and analysis, you can determine whether in-house AWJ will accomplish everything you expect it to do.
Evaluation of Facilities
All too often, issues such as power requirements and water quality are overlooked. If your shop doesn’t have the electrical power required to run the AWJ system you want to purchase, you may be forced to use a smaller, more limited machine. Furthermore, a high concentration of total dissolved solids (TDS) in your shop’s water supply causes accelerated wear of pump components. If maximum values for TDS silica content and pH are exceeded, then water treatment - ranging from water softening to deionization or reverse osmosis - is required.
Although AWJ machining doesn’t generate enough heat to change the metallic properties of workpiece materials, the water in the tank can become very warm. Because the water is kept level with the underside of the part being cut, a rise in temperature can result in changes in part size. If your application requires extremely tight tolerances, you may need to adjust the size of the part being cut. Chillers are often required to maintain a low water temperature for pump operation.
Temperature variations in the shop environment also affect AWJ machining. In most AWJ systems, water is constantly added to the tank at approximately 1 gpm per head. As a result of this low flow rate, the pipelines for supplying or draining off water may freeze if they run close to external walls or through cold areas of the shop. Thus, the location of piping and drainage is important to consider, because a system may shut down when freezing occurs.
Dried compressed air is vital when running an AWJ machine to ensure free abrasive flow. Generally, the abrasive is fed through bulk feeders driven by compressed air to one or more hoppers. Garnet, which is used widely in AWJ machining, can clog under extremely high humidity. You can ensure that the air is dry by passing it through a chiller or by adding filters to remove moisture.
A clean room and maintenance area are required for AWJ machine maintenance. You may have to change seals in a clean room every 250 to 1000 hours, depending on how pure your water is and how hard the pump is working. Pumps and pump components should be installed and rebuilt in a clean room, because even lint can cause premature failure of high-pressure wearing parts.
It is also advisable to protect your machine’s CNC or PC from the aggressive machining environment. Every time material is pierced, abrasive traveling at 2000 mph will spray off the surface of the workpiece. Despite efforts to contain the spray, such as installing a small rubber catcher above the nozzle, the abrasive could still damage the controller or computer. Especially with AWJ systems that are not enclosed, it is ideal to have the controller or computer in another room.
Machine Selection
The short- and long-term needs of your shop will dictate the type of AWJ system you need. Standard pumps, which range from 25 to 150 hp, are rated at the volume of water that can be compressed per minute at 60,000 psi; a 50-hp pump will typically be rated at 1 gpm. The larger the volume of water used, the faster the cutting. Speeds and feeds are based on the use of a nozzle that is 3 times larger than the orifice, because the most efficient cutting is done with this combination (Table 1).
In addition to pump type and capacity, consider the location of the pump and its associated cost implications, including maintenance, accessibility, sound, and ventilation (heating and cooling of the room). The distance of the pump from the table is critical because a pressure drop can be experienced between the pump and the head. This depends on the size of tubing used when plumbing the system. If small-diameter (1/4") tubing is used, the pressure drop can be substantial over longer distances. Most shops use larger-diameter (3/8" or 9/16") tubing to minimize this pressure drop.
Table size and accuracy will be determined by part size, workpiece materials, tolerance repeatability, and part-loading options. Standard tables range in size from 2'x3' to 12'x8'; special tables may be ordered in much larger sizes. The accuracy of most tables is quoted within 0.015" or 0.005". Tables with tighter tolerances offer repeatability of 0.001", but they are more expensive.
Various methods of clamping and jig construction become crucial in AWJ machining. Although clamping requirements are minimal compared to those for traditional milling operations, rigid workholding is still critical. Dissipation of the water energy can cause a 4'x8', 1/2"-thick sheet of steel to move. Proper jig construction can prevent the cut part from falling into the path of the cutting stream. Even after the actuator switches off the flow, pressurized water exiting the tubing still has enough force to damage the part if it’s not properly fixtured.

Table 1: &Nbsp;Recommended speeds for the AWJ machining of various materials with 1/4" and 1" thicknesses. These speeds are based on a waterjet pressure of 55,000 psi, an orifice diameter of 0.015", and a nozzle diameter of 0.045".
The design of the tank is important as well. Cross bracing of the tank will eliminate vibration generated by dissipation of jet energy, and abrasive channels will help automated abrasive-removal systems run efficiently. Positioning of the table to ensure easy loading and operation from all sides may enable a second workstation to be set up, thereby eliminating the need for a second table. The logistics of handling and loading materials onto the table with vacuum pads, straps, and magnetic devices also must be considered.
Financial Analysis
Before placing an order for AWJ equipment, your shop should evaluate the fixed, up-front costs in establishing the business along with the variable/ consumable costs of day-to-day operation. These financial models will help you decide whether to increase or decrease your initial investment in an AWJ system.
If you expect to have enough work to keep more than one AWJ machine busy, you might save money by using a larger, more centralized system. By purchasing a pump with a larger capacity, for example, you could operate several tables from one pump and increase the volume of water per head. In this case, increasing the initial investment would reduce the cost per part produced.
But if your shop doesn’t have enough work to keep even one AWJ machine busy, you may want to consider taking in outside work. Before opening your own AWJ job shop, you should study the present industry and target a specific group of customers. You can then combine this research with a complete financial analysis to determine whether purchasing an AWJ machine will be beneficial to your shop.
Whether pricing is for internal purposes or for determining the viability of opening an AWJ job shop, it is crucial to have realistic hourly rates for operation, CNC drafting time, in-house CAD/ CAM work, and secondary work. The compilation of these figures will help determine whether your shop can justify the cost of an AWJ machine by doing in-house work only.
When budgeting for an in-house AWJ operation, you also must take into account the costs of operator error and machine downtime. It can take six to 12 months for operators to become proficient at AWJ machining, and errors in programming and running the machine can be expensive. But unless your shop addresses and resolves the issues of worker training and auxiliary equipment and expenses, you may have difficulties keeping costs from rising unexpectedly before jobs are finished.
The Subcontracting Edge
Even if your shop has enough work to run an AWJ machine 16 hours a day, you can’t assume that purchasing your own system will be more economical than subcontracting the work. Because many AWJ service centers use large and sophisticated AWJ machines, often with multiple heads operating 24 hours a day, these companies can run more efficiently at costs 20% to 30% lower than shops with in-house operations can.
Subcontracting lets your shop verify that AWJ cutting produces the desired results with regard to tolerances, edge finish, and cost without making a major investment in an AWJ machine. Subcontracting also allows your shop to try out AWJ technology without training machine operators. By using a service center, you’ll be able to budget for the work with more confidence than you would have budgeting for an in-house operation, because the price of a service center’s work isn’t affected by operator errors or problems with the AWJ machine.
However, subcontracting gives a shop little or no control over delivery time or part quality. Many shops decide to purchase an AWJ system not because the work will be cheaper performed in-house, but because they want to ensure that orders will be produced on time and to high quality standards.
Problems with quality control and on-time delivery have been compounded by the lack of a concerted effort to market AWJ machining services nationally. Until recently, the AWJ service industry has remained fragmented, with a multitude of service centers ready to take on any type of job. Such a competitive atmosphere often leads to work of inferior quality.
Waterjet Connection was founded to combine the resources of AWJ service centers throughout the United States. The group has members specializing in nearly every AWJ cutting application, including aluminum, tungsten, copper, titanium, carbon steel, stainless steel, and composites. This diversity allows the group’s office to direct customers seeking AWJ services to the provider that best meets their requirements. A customer is first referred to the nearest AWJ service location. If the local provider realizes that the work could be performed better and more efficiently by an associate member of the group, then it may refer the job to the associate. This allows each member to focus on its specialty.
Waterjet Connection includes AWJ service centers with small, 2-axis CNC machines; multiple-head, 3-axis machines with 20'x8' tables; and large, 5-axis machining systems capable of extremely tight tolerances. The group uses fees paid by these companies to fund advertisements and newsletters promoting the various AWJ cutting services the companies provide. Some members also offer plasma cutting, laser cutting, wire EDM, CNC milling and turning, welding, composite fabrication, and assembly of parts.
Every AWJ service provider understands that some shops may be doing enough AWJ work to justify an in-house operation. But many other shops with what appears to be sufficient volume for in-house AWJ may actually come out ahead by subcontracting their work to a service center. Without careful consideration of all the issues involved, your shop could find out too late that purchasing an AWJ system doesn’t always pay off.
About the Author
Richard Ward is the founder of Waterjet Connection, a division of Richel Inc., Tallmadge, OH.
Related Glossary Terms
- abrasive
abrasive
Substance used for grinding, honing, lapping, superfinishing and polishing. Examples include garnet, emery, corundum, silicon carbide, cubic boron nitride and diamond in various grit sizes.
- abrasive waterjet ( AWJ)
abrasive waterjet ( AWJ)
System that uses high-pressure waterjets in combination with a slurry of fine abrasive grains to machine materials. See waterjet cutting.
- alloys
alloys
Substances having metallic properties and being composed of two or more chemical elements of which at least one is a metal.
- centers
centers
Cone-shaped pins that support a workpiece by one or two ends during machining. The centers fit into holes drilled in the workpiece ends. Centers that turn with the workpiece are called “live” centers; those that do not are called “dead” centers.
- composites
composites
Materials composed of different elements, with one element normally embedded in another, held together by a compatible binder.
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- computer-aided manufacturing ( CAM)
computer-aided manufacturing ( CAM)
Use of computers to control machining and manufacturing processes.
- deionization
deionization
Removal of ions from a water-based solution. See semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- electrical-discharge machining ( EDM)
electrical-discharge machining ( EDM)
Process that vaporizes conductive materials by controlled application of pulsed electrical current that flows between a workpiece and electrode (tool) in a dielectric fluid. Permits machining shapes to tight accuracies without the internal stresses conventional machining often generates. Useful in diemaking.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- heat-affected zone
heat-affected zone
That portion of the base metal that was not melted during brazing, cutting or welding, but whose microstructure and mechanical properties were altered by the heat.
- jig
jig
Tooling usually considered to be a stationary apparatus. A jig assists in the assembly or manufacture of a part or device. It holds the workpiece while guiding the cutting tool with a bushing. A jig used in subassembly or final assembly might provide assembly aids such as alignments and adjustments. See fixture.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- quality assurance ( quality control)
quality assurance ( quality control)
Terms denoting a formal program for monitoring product quality. The denotations are the same, but QC typically connotes a more traditional postmachining inspection system, while QA implies a more comprehensive approach, with emphasis on “total quality,” broad quality principles, statistical process control and other statistical methods.
- shaping
shaping
Using a shaper primarily to produce flat surfaces in horizontal, vertical or angular planes. It can also include the machining of curved surfaces, helixes, serrations and special work involving odd and irregular shapes. Often used for prototype or short-run manufacturing to eliminate the need for expensive special tooling or processes.
- tolerance
tolerance
Minimum and maximum amount a workpiece dimension is allowed to vary from a set standard and still be acceptable.
- turning
turning
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.
- wire EDM
wire EDM
Process similar to ram electrical-discharge machining except a small-diameter copper or brass wire is used as a traveling electrode. Usually used in conjunction with a CNC and only works when a part is to be cut completely through. A common analogy is wire electrical-discharge machining is like an ultraprecise, electrical, contour-sawing operation.