Jet Tool & Cutter launched in 1968 as a small cutter regrind shop, taking orders on paper and mailing quotes back to the customer. Since then, the bustling, growing firm has worked out the solution that allows it to quickly produce a variety of high-quality carbide cutting tools for aerospace, firearms and general machining applications. Its solution allows the shop to meet tightening customer demands for quality and quick delivery while facing a shrinking pool of available skilled hands.

Building on a foundation of personal attention to customers and quality, President Todd Sanzone knew “We had to step up our operation to meet the requirements of aerospace customers. We stay up on the latest available technology in order to meet customer requirements. We are now a third-generation company, and I intend to pass on a healthy, profitable company to the fourth generation.”
From the beginning, Jet chose to invest in ANCAs primarily due to the software, which allows it to make specific changes and alterations to special tool designs. The latest-generation AMD5x control system includes a full touch screen operator panel with multiple touch and zoom. The screen layout is intuitive and is configured to the machine’s options.
It first invested in an ANCA CNC tool grinder in 2001, purchasing an RGX for doing regrinds and specials to support area aerospace companies.
Part of the Jet production floor is taken up by six ANCA TX7 production tool grinders. “This works for us because it provides the freedom to move jobs around the shop to any of the machines, depending on available time," Sanzone said. "We still have a job shop mentality when it comes to doing our jobs, so we like not being dependent on one machine for a specific job."
Jet also has a couple of ANCA Fastgrinds for smaller size tools. A couple years ago, the toolmaker got into ANCA MX Linear machines.
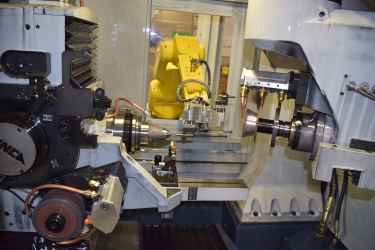
"On a recent visit, we saw that Jet operates robot-loaded MX7 (51-hp peak spindle power) and MX5 (35-hp peak spindle power) Linear CNC tool grinders, where ANCA Motion’s patented cylindrical linear motors are used for X- and Y-axis motion. A six-station wheelpack on the larger MX7 permits highly flexible production during the runs at Jet. Each of the MX Linear machines also are equipped with an internal FANUC robot loader and two pallets, supporting long, unattended operation. The MX7 is suitalbe for high-volume production for tools up to 25 mm (1'') in diameter, and the MX5 handles tools up to 16 mm (5/8'') in diameter.
“These machines allow us to fully automate the toolmaking process and also to move from small-volume specials—which we still do—to larger-volume production,” Sanzone added.
“The MX Linear machines also hold size better and allow us to do finer moves when grinding of smaller tools. This ability works well with the automation we have on each of the MX machines. We were then able to improve the quality of the grinding wheels we use—they may be more costly but they hold tolerance very well. This, in turn, works also very well with the ANCA LaserPlus in-machine tool measuring system."
For Jet tool, there are advantages to the ANCA Linear compared to ballscrews or other linear motors.
LinX Linear motor’s design naturally isolates any motor heating effects from the machine elements and allows the use of grinding coolant for temperature control and so does not require a separate dedicated coolant and chiller system, avoiding additional power consumption and an increase in ambient factory temperature.
The LinX Linear motor’s even force over entire stroke and its direct-drive motor can track motion commands more accurately and repetitively to achieve consistent, high-quality surface finishes, according to ANCA. In addition to the improved surface finish, the LinX Linear motor also reduces the cycle time due to its high acceleration and fast traverse speed. LinX motors provide a rapid speed of 50 meters/min.
ANCA’s LaserPlus tool measuring system provides repeatable measurement and automatic machine compensation. It helps Jet hold tight tolerances and maintain grinding process stability. The LaserPlus system can measure and maintain an accuracy to ± 0.002mm (0.0001”) over a large batch of tools, measuring the top and bottom of the tool and checking tool runout. The maximum diameter the LaserPlus can accept for top and bottom measurement is 20mm (3/4”).
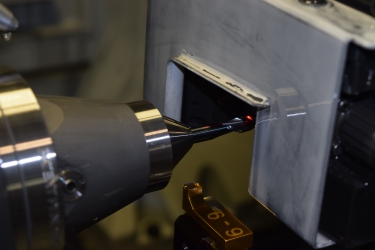
LaserPlus, is actually an enhancement to the touch probe on ANCA’s MX and TX grinding machines, using a noncontact laser beam to accurately measure tool characteristics in seconds, including microtools too small for touch probe measurement. The LaserPlus system can measure OD, ballnose, corner radius and profile tools.
The laser is mounted inside the machine and does not interfere with the grinding processes while automatically measuring tools in the machine collet. LaserPlus can also reduce the need for off-line external measurement equipment, saving cost, although at Jet, Sanzone has placed optical comparators next to each grinder for further, detailed tool inspection when necessary.
The laser measurement process is fully automated, including compensation for any out of tolerance conditions, supporting unmanned machine operation at Jet. And this is one of the main benefits to the company of the LaserPlus added to the linear drives and highly stable foundation of the ANCAs. The Linear machines can reliably operate unattended overnight, producing tools without delay, meeting customer demands for high-quality tools.
To measure and control the OD of a cutting tool, a critical dimension, ANCA has interfaced the laser measurement with statistical process control (SPC) software to monitor and control the tool OD. For example, the LaserPlus and SPC can successfully control the size of the diameter on a 6mm tool over a batch of 50. Jet is keeping Cpk tolerances greater than 1.33, thanks to the ANCA Management Suite software, which automatically displays Cpk as soon as it has enough data to do so.
“This has been a big help to us in basic endmill production for customers that have to maintain Cpk requirements and tighter tolerances,” Sanzone said. “We can check tapered ballnose cutters and gauge diameters and tapered ballnose cutters and gauge diameters and modify these features to immediately improve consistency during the run. Although the LaserPlus has slightly increased cycle times, the cost saved in more consistent quality and avoidance of potential undersize tools is well worth it.
“Besides, the linear drives save us time during the machining cycle.
“The stability of the linear with the addition of the laser greatly expands the lights-out capability of the machines. Prior to this, it took a skilled machinist to set up the machines to run all night. But with the LaserPlus, we can run through the night or longer runs during the day and still be assured of absolute consistency throughout the run.”
Summing up, the continuous investment in design and production technology by Jet Tool has allowed it to keep up with increasingly demanding customer tool quality and volume requirements. The flexibility of CNC and the reliability of automated load/unload and tool checking make the difference every day.
Contact Details
Related Glossary Terms
- collet
collet
Flexible-sided device that secures a tool or workpiece. Similar in function to a chuck, but can accommodate only a narrow size range. Typically provides greater gripping force and precision than a chuck. See chuck.
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- endmill
endmill
Milling cutter held by its shank that cuts on its periphery and, if so configured, on its free end. Takes a variety of shapes (single- and double-end, roughing, ballnose and cup-end) and sizes (stub, medium, long and extra-long). Also comes with differing numbers of flutes.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- linear motor
linear motor
Functionally the same as a rotary motor in a machine tool, a linear motor can be thought of as a standard permanent-magnet, rotary-style motor slit axially to the center and then peeled back and laid flat. The major advantage of using a linear motor to drive the axis motion is that it eliminates the inefficiency and mechanical variance caused by the ballscrew assembly system used in most CNC machines.
- outer diameter ( OD)
outer diameter ( OD)
Dimension that defines the exterior diameter of a cylindrical or round part. See ID, inner diameter.
- process control
process control
Method of monitoring a process. Relates to electronic hardware and instrumentation used in automated process control. See in-process gaging, inspection; SPC, statistical process control.
- sawing machine ( saw)
sawing machine ( saw)
Machine designed to use a serrated-tooth blade to cut metal or other material. Comes in a wide variety of styles but takes one of four basic forms: hacksaw (a simple, rugged machine that uses a reciprocating motion to part metal or other material); cold or circular saw (powers a circular blade that cuts structural materials); bandsaw (runs an endless band; the two basic types are cutoff and contour band machines, which cut intricate contours and shapes); and abrasive cutoff saw (similar in appearance to the cold saw, but uses an abrasive disc that rotates at high speeds rather than a blade with serrated teeth).
- statistical process control ( SPC)
statistical process control ( SPC)
Statistical techniques to measure and analyze the extent to which a process deviates from a set standard.
- statistical process control ( SPC)2
statistical process control ( SPC)
Statistical techniques to measure and analyze the extent to which a process deviates from a set standard.
- tolerance
tolerance
Minimum and maximum amount a workpiece dimension is allowed to vary from a set standard and still be acceptable.