Machining ports made simple
Machining ports made simple
Using multiple tools for an application can often slow you down, but with indexable port-cutting drills, machining ports can be much simpler.
By Allied Machine & Engineering Corp.
Using multiple tools for an application can often slow you down, but with indexable port-cutting drills, machining ports can be much simpler.
Whether you are dealing with difficult materials or being challenged to hold tight tolerances on complex forms, innovations in porting tools have helped to overcome these trials.
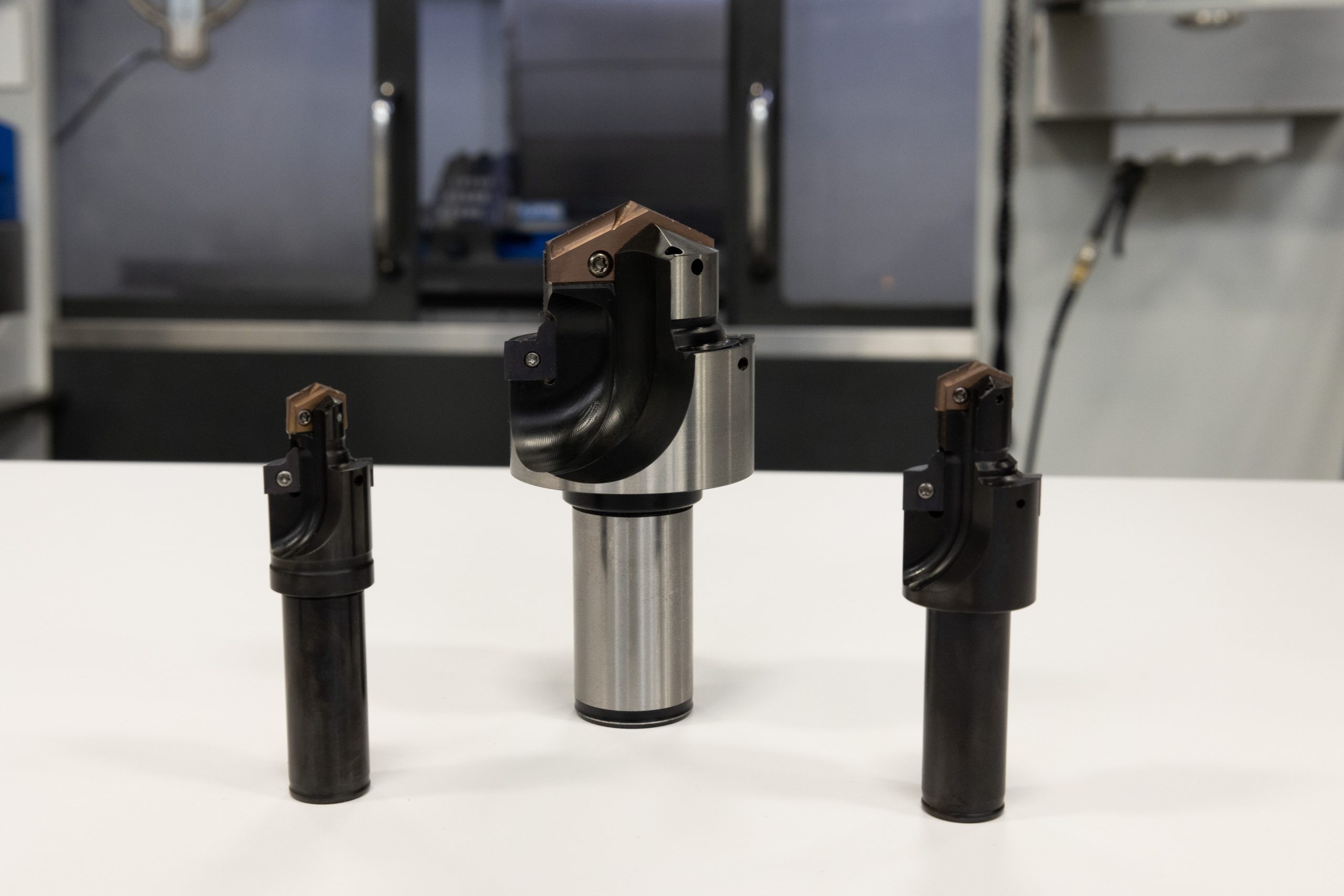
Four-in-one indexable tooling solutions showcase the drilling technology that proves successful when drilling hydraulic ports.
So what are some of the most important things to know about hydraulic port cutting applications? One key factor is the material that you are cutting. Elastic materials like aluminum, low-carbon steel, and stainless steels are most often seen in these applications. Here, it is about getting the finish you need — even more so if there is a callout on the seal angle diameter or even the spot face, which may require a secondary operation to clean the finish up. For stainless steels, it is tough to make chips, so a good geometry helps to get things dialed in.
A more specific example of when material plays a challenging role is when drilling in aluminum, which is typically found in manifold applications. Solid carbide tooling often struggles here as the chips are too big and get stuck in the manifold cavities, which requires someone to clean out the part so that the secondary tooling is not recutting chips — a major disruption to cycle time.
By using an optimized geometry, you can create a smaller chip off the drill points and prevent this problem from occurring again.
You should also consider the number of drills or type of drills being used. Typically, machinists are using multiple tools for port-cutting applications; they might use a spot drill to prep the hole followed by a standard tool to drill the minor diameter of the thread, and finally use another tool to create the port contour.
Moreover, solid carbide drills are used in these applications as well. Ultimately, these methods can often be costly. Dedicated port form tools that are typically brazed on carbide would need to be taken out of the tool holder once the tool is used to life. While a fresh tool needs to be put in and then touched off to begin machining again, the worn tool that was taken out needs to be sent out to be resharpened and recoated, which can create costly processing, require you to carry more inventory, and be time-consuming.
Indexable porting tools offer a solution. One example of an indexable tool is the AccuPort 432, which performs multiple operations in a single step while allowing you to simply swap out worn inserts and return to production.
Indexable tools like this provide excellent repeatability and surface finish while eliminating lost production time due to pre-drilling setups and regrinding.
With four-in-one tools, not only do you get the tap drill size required, seal angle diameter, form, and spot face, but you can also drill from solid.
With indexable tools, there are many benefits when performing port-cutting applications.
Exemplifying this is the ability to use a particular geometry to create a better chip in the elastic materials often encountered and, therefore, create a better finish.
In addition to optimizing the inserts on the front of the tool for whatever material you are drilling, using point geometry can help reduce thrust and keep the tool centered as you guide it through the cut to get the tight tolerances required.
Port form inserts are also replaceable and are often available in different substrates depending on the material. As you can see, the different functions as far as the drill tip are all based on material with geometries available for whatever material you are drilling.
Another advantage of indexable port-cutting tools can be the ability to create custom tooling solutions. If you need a certain tolerance that the standard tool cannot provide or the dimensional specs are not what you need, custom tooling can be created.
Whether it is a custom drill insert, custom port form insert, custom drill body, or even all three, a special tool can be created to meet the requirements of the application such as a change in the spot face diameter. There are many instances where a smaller spot face is required due to other constraining features on the workpiece or where a bigger spot face is needed to appropriately tighten the fitting.
Nevertheless, the ability to create these custom cutting tools is where indexable tooling can help solve challenging applications.
Whether you are working in the heavy equipment, automotive, agriculture, aerospace, or any other industry that requires standard or complex ports, the indexable port cutting drilling systems provide the benefits needed. Not only can you run higher RPMs in most cases or utilize port form inserts that can hold tight tolerances, but this four-in-one tool provides cost savings for any shop.
If you are using a solid carbide tool that requires regrinds when the tool gets worn, the indexable functionality of these drills can help.
You could also utilize a porting kit that includes a thread mill optimized for the port you are machining and requires no special programming — another example of cost savings with these cutting tool solutions.
The products in Allied Machine's AccuPort 432 product line are designed to deliver maximum performance in a diverse range of hydraulic port cutting applications and numerous industries. Indexable tooling such as this can provide a more cost-effective and higher-performance solution anywhere a hydraulic port is required in a fraction of the time taken for traditional methods using separate drills, special forming tools, and spot facers. These innovative designs deliver the best possible range of benefits in terms of productivity, cost per hole, and tool life.




