Mikron Tool launches CrazyService products
Challenging customer projects have a long tradition at Mikron Tool.
Challenging customer projects have a long tradition at Mikron Tool. In recent years, the number of inquiries from the machining industry from a variety of areas has increased sharply, always looking for the most suitable drills and milling cutters or more efficient machining strategies.
Initially, Mikron Tool provided advice and carried out tests to support sales. Now Mikron Tool has decided to offer this type of customer support as a service and is launching the new CrazyService Products worldwide.
Opportunity from crisis
During the economic crisis in 2008, Mikron Tool, which had focused primarily on the automotive industry looked to expand into new markets and overcome its dependence on the auto industry.
The company turned to the processing of materials that are difficult to machine, so-called super materials such as stainless and heat-resistant steels, super alloys, titanium, and cobalt-chromium alloys.
The big advantage was that there was no existing offering of high-performance tools with the smallest diameters. Mikron Tool extended its R&D work in this area to open new market sectors.

From R&D to the competence center
To this end, Mikron Tool invested continuously in a Technology Center at the Agno site, which is developing into one of the most modern test centers for machining in the micro range. This, with a range of machines consistently streamlined for high-performance machining of demanding materials. As a result, Mikron Tool has acquired an incomparable level of knowledge in terms of tool manufacture, materials science, and process technology.
Thanks to this competence, even delicate customer projects can be processed. An increasing number of inquiries are coming from medical technology, aerospace, and the watchmaking industry. Difficult materials and demanding components are part of the daily business.
In addition, regular training courses for employees, sales partners and customers are held at the Technology Center, as are topic-related events and technology days. And it is done in a high-performance machining environment. The R&D department at Mikron Tool has established itself as an important competence center.
Technological support

Initially, Mikron Tool supported its customers in performing tool tests and developing customer-specific solutions.
Later, tasks became more complex while the number of requests to make entire machining processes more efficient increased.
However, Mikron Tool also sensed that many customers were interested in outsourcing their test projects to free up valuable in-house resources such as machines, manpower and time. This gave rise to the idea of putting the capacities and expertise of the Technology Center at the service of customers.
Perfectly tailored services
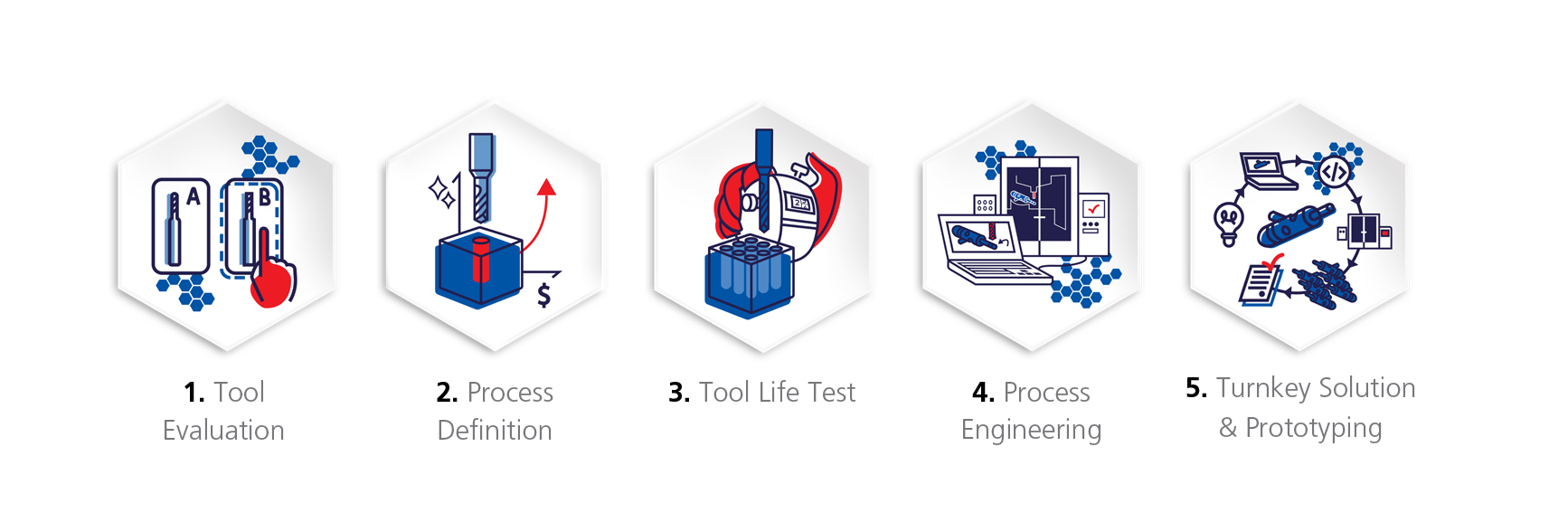
This is how Mikron Tool designed various engineering services, the CrazyService Products, which are tailored to customer needs: from tool evaluation, optimization, or redefinition of a process to the complete project including prototype or pilot series for a product or process validation. Always on the condition that the solution offered provides the customer with clear added value.
Customers can expect professional project management that is consistent from the offer to detailed expertise. Because company needs differ greatly, various levels of service packages were deliberately developed, which enable transitions to remain fluid. What begins with a simple drilling or milling test can end with a complete study of an entire process. Mikron Tool endeavors to always seek out ground-breaking solutions according to the following motto: nothing is impossible.
Tool life test

Customers can use this service to obtain estimates of tool costs per workpiece produced. Or to discover the most economic tool solution for their applications.
An example: the service life of a tool needs to be determined. The aim is to determine the ideal cutting parameters vc and vf (cutting speed and feed). The criterion is usually wear mark width (WMW) or, if applicable, chipping on micro-cutting edges.
Based on the determined tool life and the operating costs, an economic feasibility calculation can then be performed for the process. Customers receive a detailed report featuring tool evaluation, cutting data and possible recommendations for alternatives.
The medical technology sector
Alberto Gotti, head of the technology center, explained another service that offers complete solutions and prototyping by way of a practical example:
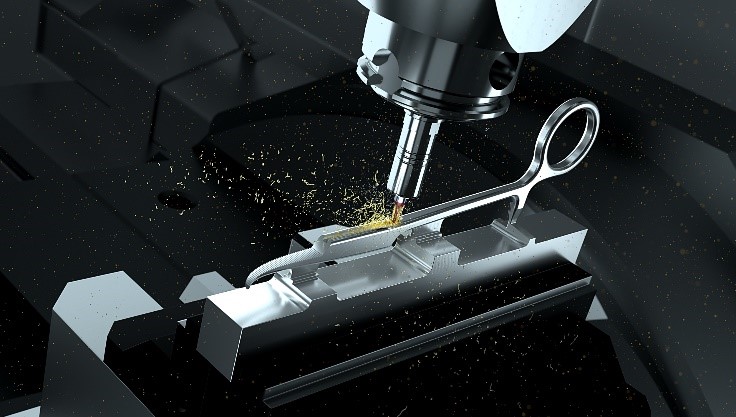
“During project work, we always try to find the most efficient solution, meaning we have to sometimes think outside the box,” he said. “We succeeded in doing this, for example, when manufacturing a hemostatic clamp.”
High standards hemostatic time
Customer requirements are clearly defined: radically reduced production times, complete production in a single clamping process, reduction of supports, optimal surface quality and burr-free edges. This presented a real challenge. The material: 17-4PH martensite stainless steel. It offers excellent corrosion resistance, wear resistance and hardness and is therefore popular for use in surgical instruments. Unfortunately, when it comes to machinability, it isn’t such a popular choice. The whole project was a real challenge, actually just the way we love it.”
All parties must be taken into account
To get the best out of the production for this medical instrument, the entire setting must be taken into account: tools, machine, cooling lubricants, tool holders, workpiece clamping and CAD/CAM programming. And Mikron Tool has this competence.
Because the desired results can only be achieved through coordinated interaction with all participants. And that is remarkable: the machining time was reduced by 46% by the machining specialists (from 65 to 35 minutes) and the required surface quality of Ra 0.4 µm (15.75 µin) was significantly optimized by achieving 0.2 µm (7.87 µin).
For this project, Mikron Tool has developed a new manufacturing strategy for this medical instrument. After the completion of the project, the customer received the entire technology package, including the machine program, and prototypes. On request, the customer’s employees can also be trained by Mikron Tool.
These services are all part of the global launch of CrazyService Products. The Crazy Service Products stand for professional project management with unique technological content, said Gotti. “And we always remain true to the principle: our passion for quality and top performance flows into every project. Our customers’ success is our mission.”
