Article from EMAG LLC
Many industrial production processes wouldn’t be possible without fans—they play a decisive role in the drying, suction or cooling of materials. Often the stability and efficiency of the entire production process may even be dependent on the fans used. The challenging task for Elektror airsystems becomes clearer against this backdrop: The company is one of the international leaders in the production of industrial fans and side channel compressors. Elektror has been relying on UNI HEAT from EMAG eldec since mid-2018 for the production of the electric motors used in its fans: The system ensures quick and precise induction heating of the empty stator housing before the joining process with the motor winding. The process reliability and flexibility of the entire sequence are essential for the rapid “one-piece-flow” at Elektror.

From left to right: John Best, head of motor engineering team at Elektror; Steffen Müller, quality assurance at Elektror; Roland Sand, head of production team at Elektror; and Pasquale Di Santi from EMAG eldec in front of the new UNI HEAT.
Air is an indispensable working medium in industrial production: It is used, for example, to extract excess humidity or dust, cool down heated materials, remove occurring gases and vapors or transport solids in an air flow. That means fans not only constitute the centerpiece of the corresponding ventilation system, but they are also exposed to extreme pressures and are relied on for decades—a set of challenges that Elektror airsystems has been facing for many years. The company is headquartered in Ostfildern, Germany, and has production sites in Waghäusel, Germany, and Chorzów,Poland, which produces about 60,000 industrial fans and side channel compressors per year. These are often customized solutions that stand out, for example, because of a precise pressure level, resistant materials or a particularly low-vibration design.

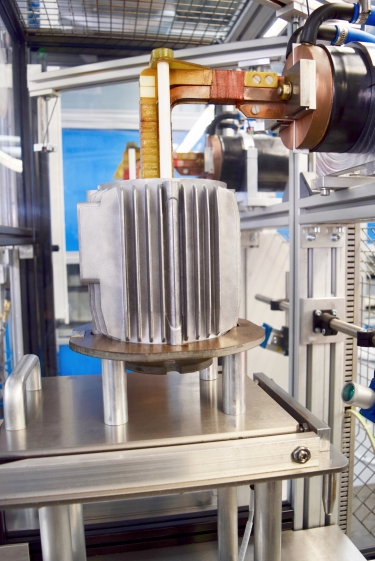
First step: The operator places the empty housing in the custom-fit workpiece carrier and then pushes it inside the UNI HEAT.
In the end, there are countless customization options available when designing a fan—and that obviously also applies to the devices’ electric drives. That is why Elektror produces different size motors and performance levels. Its components are configured to order and mounted within the scope of a lean process. In doing so, the ventilation specialists place the highest importance on process reliability. Fault tolerance is always set to “zero.”
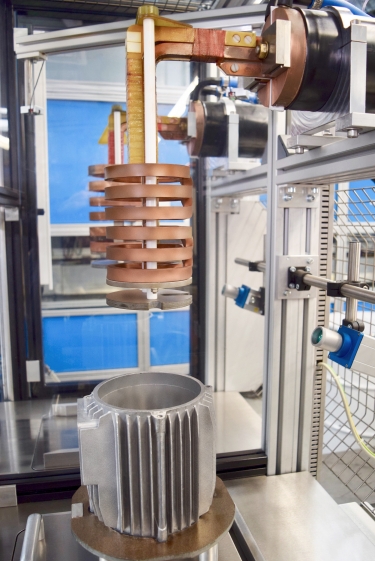
After starting, the component is lifted and encloses the inductor when it reaches its processing position.
Induction Heating at the Core
In this process, thermal joining of the empty stator housing and motor winding is one of the core processes: The housing is heated to a temperature of 280 to 300 degrees Celsius (536 to 572 degrees Fahrenheit) using an induction heating system. This causes it to expand allowing the motor winding to be inserted by hand. As it cools down, the housing contracts again and establishes a form-fitting and solid bond with the winding. In 2018, the specialists at Elektror decided it was time to replace the aging heating system.

Last step: The motor winding is inserted into the heated (and thus expanded) empty stator housing.
How did this come about? “One of our main goals in making the investment decision was to increase process reliability around induction heating. For instance, the old system did not display the actual processing temperature that the component had reached. This pled to longer throughput times in the subsequent joining operation. Furthermore, the supply of spare parts was not secured,” explains Roland Sand, head of the production team at Elektror. “Therefore, we were searching for a system that guarantees very precise temperatures during heating, whose operation is straightforward for any operator and whose processes consistently run. Additionally, we wanted a local supplier who could be on location immediately when servicing is required. EMAG eldec meets these requirements with its UNI HEAT technology.”
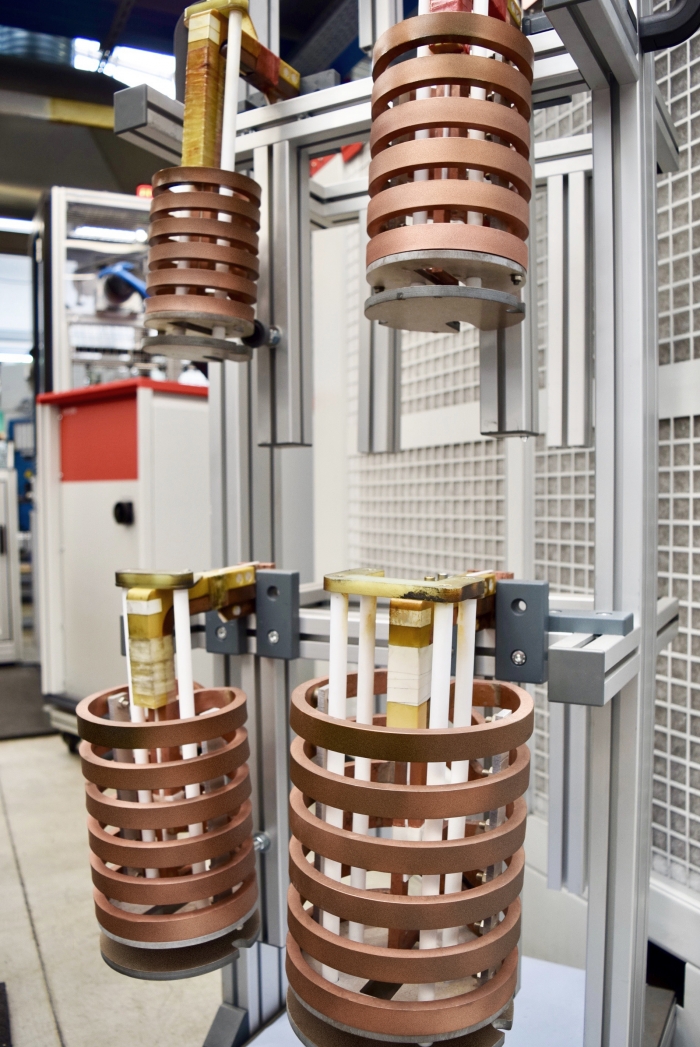
The component sizes change on a regular basis. That is why the UNI HEAT is easy to retool. Elektror has various sizes of inductors available for the empty stator housings.
Simple and Safe Process
Overall, a very safe and quick process is put into effect around the custom-designed UNI HEAT system: The operator grabs the empty housing with protective gloves, places it in a custom-fit workpiece carrier and pushes it inside the machine. By closing a sliding door, he starts the following process: The component moves upward into its home position. This leads the induction rod to “plunge” into the empty housing enclosure. The subsequent heating process lasts only 30 to 120 seconds depending on the size of the component. Once it is completed, a warning lamp signals to the operator that the component can be removed. He places it in a mold, which is ready at the cooling location, and pushes the motor winding from the top inside. After a short cooling process, the motor is fully combined and ends up on a conveyor belt to the next processing step.

Among others, the UNI HEAT’s control unit displays the component’s actual temperature during the heating process.
“We produce about 250 motors per day this way," says Steffen Müller from quality assurance at Elektror. “The component sizes change regularly and yet the process stays perfectly stable. There are absolutely no issues or faults.” This is partially due to how simple it is to retool the machine in the event of a component change: The operator closes the water supply, loosens two screws on the inductor mount and can then remove the tool and replace it with a new one. The workpiece holder is merely set down and can therefore, easily be removed from its support and replaced. “Including the program change on the control module, the entire retooling process lasts only about one minute. Various safety features prevent operator errors,” says Müller.

View of two core components inside an industrial fan: After joining, the motor winding (left) and empty stator housing form a solid bond.
Customized Development Solution for Elektror
Development at EMAG eldec plays a decisive role for the quality, safety and efficiency of this induction heating process: The induction specialists take responsibility for complete solutions, including the appropriate generator and the required inductors. EMAG eldec is ideally positioned to develop these core elements of a heating process: Firstly, a range of generators with high efficiency and precise application of energy are produced at the site in Dornstetten. Secondly, the specialists produce up to 1,000 inductors per year. They are produced within the scope of a sophisticated manufacturing process that hinges on many tiny details. Critical factors include, for example, how deep and where the heat needs to penetrate into the component. That affects the shape of the inductor and the configuration of the generator.
Furthermore, EMAG eldec relies on extensive prior simulation of the process and the use of thermal imaging cameras. Lastly, every UNI HEAT overall solution is tested with the real workpiece and presented to the customer during an acceptance check in Dornstetten. “Since the start of production in May 2018, there have been absolutely no faults,” says Sand. “The eldec service team quickly rectified any minor startup problems. This investment decision meets our expectations in all aspects.”
Related Glossary Terms
- quality assurance ( quality control)
quality assurance ( quality control)
Terms denoting a formal program for monitoring product quality. The denotations are the same, but QC typically connotes a more traditional postmachining inspection system, while QA implies a more comprehensive approach, with emphasis on “total quality,” broad quality principles, statistical process control and other statistical methods.
- tolerance
tolerance
Minimum and maximum amount a workpiece dimension is allowed to vary from a set standard and still be acceptable.