Cobot handles multiple-operation machining task for medical device
Cobot handles multiple-operation machining task for medical device
Toolcraft, a machine shop in Monroe, Washington, was immediately impressed by the 30 µm repeatability and built-in force/torque sensing in Universal Robots' new flagship line of collaborative robots. The company needed to automate a challenging, three-operation machine tending task inside its CNC machine and has saved 23% on production costs and increased throughput 43% by using the UR5e cobot.

Article from Universal Robots
Toolcraft Inc., a machine shop in Monroe, Washington, was immediately impressed by the 30 µm repeatability and built-in force/torque sensing in Universal Robots' new flagship line of collaborative robots. The company needed to automate a challenging, three-operation machine tending task inside its CNC machine and has saved 23% on production costs and increased throughput 43% by using the UR5e cobot.
Toolcraft was at a crossroad when a large order prompted the company to add a third shift for 24/7 production. "Nobody wants to run on third shift around here. When you put an ad out, you're not getting very many responses," said Steve Wittenberg, director of operations at Toolcraft, who finds himself in an area with 3% unemployment. Toolcraft started looking at different automation options, initially considering traditional industrial robots.
"If we looked at just the robot hardware alone, that appeared to be a more cost-effective solution," he said. "But once we started factoring in the savings on not having to erect a safety cage – and the time saved on the ease of use, avoiding a lot of complex programming – Universal Robots ended up being the right solution."
The parts produced in the CNC machining cycle tended by the UR5e is a multiple-threaded medical device component, requiring hthree-step handling inside the machine.
Unique handling
The order Toolcraft had to complete was a multiple-threaded part for a medical device that needed to be loaded into a three-step CNC machining operation. Toolcraft discussed the challenge with Rapid Design Solutions, a Certified Systems Integrator of Universal Robots. "When you're doing multi-op precision machining, the accuracy requirements go way up," said owner Troy Ojalehto, emphasizing the increased accuracy of Universal Robots' new e-Series line of cobots. "When we heard that the repeatability of the UR5e was down to 30 microns, we were very excited. That really competes in the same space as traditional industrial robots, so that was huge for us. I have not seen other cobots handling this level of precision with multi-op parts like this, with raw stock going in and completed precision parts coming out."
Just six months into deploying the UR5e, Toolcraft's Wittenberg is quick to list the results. "Some of the benefits we've seen right off were a significant production increase," he said. "We were able to staff that third shift and went from producing 255 parts a week to 370 parts per week. Along with that, we're able to finish our year's production seven weeks sooner, thus freeing up that machine to produce parts on other jobs."
He added that Toolcraft is looking at a return on investment on the UR5e at around 12 months. "We're going to be able to be more competitive on a lot of the long-term work that we have."

After Troy Ojalehto (left) at Rapid Design Solutions, a Certified Systems Integrator of Universal Robots, developed the initial application, Toolcraft's automation engineer, Brian Laulainen (right), was able to handle the daily operation in addition to developing a parts rinsing and drying station as an application add-on for the UR5e. Laulainen did the training through the UR Academy, then supplemented with a few hours hands-on training with Ojalehto.
Acts like a human operator
Another new feature in Universal Robots' new flagship line of cobots is force feedback in all the joints, which is key to making the part fit tightly into the CNC fixturing. "Using the force motion with freedom in the X, Y and rotational Z axes, we can force the part in there, and wiggle it, and program that compliance very easily to enable basically a human touch with the robot. This is pretty unique," Ojalehto said. As he speaks, Toolcraft owner, Karl Niemela, stops by and said his company has decided to name the UR5e Clarence. "It's a sophisticated name for a sophisticated robot."
Featuring 30 µm repeatability, the UR5e was up to the task of handling the precise insertion of the multiple-threaded part into the fixture. The machining cycle includes three operations in a vertical mill, two in vise fixtures and one in a fourth-axis rotary unit.
No time for the cobot just hanging out
The machining cycle lasts 56 minutes with the UR5e only busy tending parts for six minutes of this. "The rest of the time, the cobot was just hanging out waiting for the next cycle. We wanted to keep it busy," Wittenberg said, explaining how the company added a part rinsing and cleaning station.
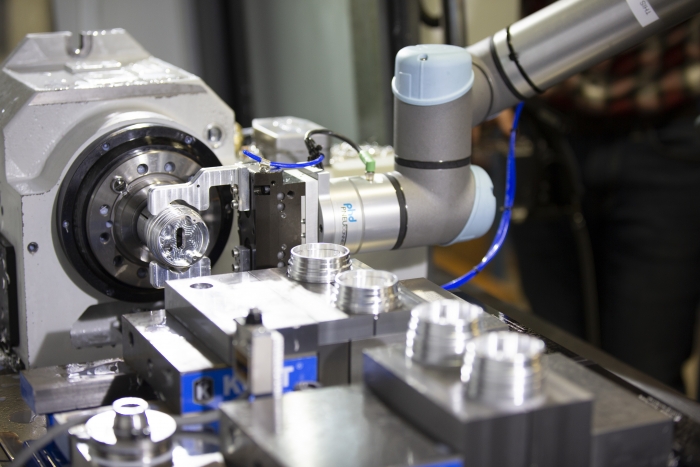
As the UR5e takes the machined part out of the CNC machine, the cobot dips the part into a rinsing solution and then passes it through an air jet before finally placing the washed and dried part on a rack for shipping. The machine shop was also able to easily control the pneumatic fixture and door actuators through the UR5e I/O interfaces. "This greatly reduces the need for CNC wiring and preserves all the CNC's standard safety functions," Ojalehto said.
While Toolcraft enlisted the assistance of a system integrator to get the initial application up and running, the machine shop was able to program and install the rinsing and drying station on their own. "What really enabled us to do this was all the free online support Universal Robots gives you," Wittenberg said. "After our automation engineer took the online UR Academy, he spent a few hours with the integrator and was able to add that station to the cobot cycle with no external help otherwise."
"We had zero experience with robots at Toolcraft," says Brian Laulainen, automation engineer at Toolcraft, who enjoyed the UR Academy. "It was a very intuitive, interactive and fun course to take. It made learning a lot more interesting than just reading a book."

With the UR5e, Toolcraft was able to finish their annual production seven weeks sooner than with manual labor.
UR simulator eliminates downtime during programming
At first, Wittenberg feared that production would go down during the programming phase of the rinsing station as the UR5e would then be unable to handle its regular machine tending duties. The Toolcraft team discovered, however, that they could simply use Universal Robots' simulator and program almost the entire addition to the cycle offline while the cobot kept working. The offline program is simply loaded on a USB stick and inserted directly into the UR5e's teach pendant.
"In the program I did in my office, I'd just set blank waypoints and once next to the cobot, I was able to quickly use the free-drive motion and move the robot into the correct positions, and teach the new waypoints," Laulainen said.
Wittenberg added, "This really minimized our downtime. We were both pretty fired up on the support that Universal gave us to get that offline program up and rolling."
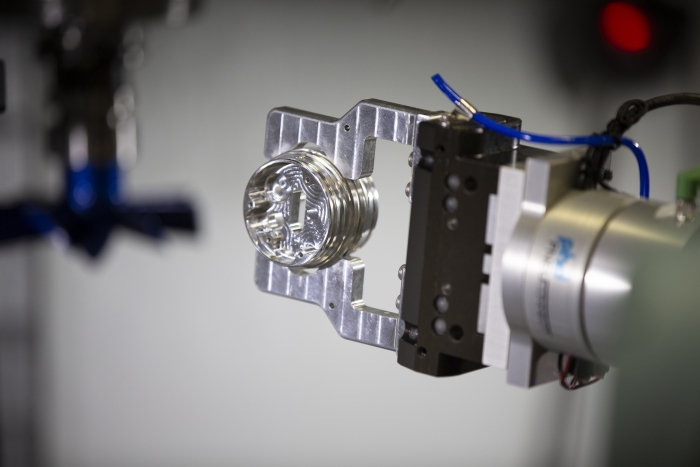
Toolcraft chose the UR+ certified gripper PneuConnect from PHD as end-of-arm-tooling for the UR5e. Being UR+ certified means the gripper is certified to work seamless with UR cobots with all programming software integrated directly on the UR cobot's teach pendant.
UR+ gripper speeds up integration
Another UR initiative that sped up integration is the UR+ program that certifies robot peripherals, such as grippers, vision systems, software and other accessories to work seamlessly with UR cobots.
"For this application, we chose a Pneu-Connect pneumatic gripper," Rapid Design Solutions' Ojalehto said. "A big factor is that it's UR+ certified, which means it works with Universal right out of the box with all gripper software integrated directly on the UR teach pendant, eliminating the need to do any script coding."
With the first successful cobot installation under its belt, Toolcraft is now planning to install one cobot per year. "The fact that our own automation engineer is now able to go in and troubleshoot anything that comes up is going to be key in us meeting this goal," Wittenbergsaid, explaining that the next task to be automated on the shop floor is tending a horizontal mill. "That's a potential challenge because of the mills using rotary tombstones that are swapped in and out of the milling machine, which creates some difficulties with fixturing. But we're confident we can solve those using a Universal Robot and some innovation in fixturing."



