Editor's Note: The following case study was submitted by Kennametal Inc.
Since the day some ingenious machine tool engineer first mounted a metal tube on an engine lathe, machinists have been looking for a better way to cut off parts. From hand-ground bits to high speed steel blades to indexable carbide inserts, cut-off tool technology has continued to improve over the years, increasing metal-cutting efficiency and lowering operational expenses along the way. One large step in that evolution came with the development over recent years of multi-purpose cut-off tools able to switch hit as grooving, turning, and profiling tools, giving manufacturing companies the ability to simplify setups and shorten production cycles, and in some cases keep fewer tools in the crib.


The Chip Breaking Effect: Direct delivery of cutting fluid to the work zone together with a variety of application-specific chipbreakers provides the Beyond Evolution™ grooving and cut-off system robust chip control while substantially extending tool life.
Searching for simplicity
One such company is EMC Precision, a family owned and operated precision machining job shop headquartered in Elyria, Ohio. Since 1925, EMC has provided prototype to production machining and value-added services to a range of industries including fluid management, hydraulic fluid & power, automotive, recreational, and other OEMs. Ian Dotson, manufacturing engineer at EMC’s Sheridan, Indiana facility says he was happy with the tool life and performance of his existing cut-off solution, and was only looking for a reduction in his tooling costs when he called his local Kennametal distributor, CCA Inc.
The salesperson there introduced him to Kennametal’s Beyond Evolution™, a single-sided grooving and cut-off system with multidirectional turning capability, through the tool coolant, proprietary chip control, and “Triple V” secure seating geometry. Dotson admits he wasn’t too concerned about the bells and whistles, as long as the tool performed as well as what he was already using, and saved the company some money. He was pleased with the results.
“We were using a 0.118 in. wide (3 mm) PVD-coated insert to cut off 0.75 in. diameter (19mm) 4140 steel hydraulic actuators,” he says. “We swapped out the old tool for a Kennametal Beyond Evolution cut-off and kept the feeds and speeds the same. After several runs, we determined tool life was essentially identical, so from a performance perspective there was no difference, at least not on this job. But the Beyond Evolution inserts are dramatically less expensive, roughly 40 percent of what we were paying for our legacy tools. It was a clear win for us.”
Triple time
The next win came on a job Dotson was running on one of EMC’s Daewoo Lynx 220 CNC lathes, a transmission gear shaft made of 1-1/4 in. (32 mm) 8620 steel, and using a 0.236 in. wide tool (6 mm) to back turn a journal on the left side of the part prior to cut-off. In this application, insert cost was still a concern, but Dotson’s primary goal was tool life improvement.
“The Daewoo isn’t equipped with high pressure cutting fluid, and the standard pump was unable to generate enough pressure for us to utilize coolant through the tool on our old cut-off system,” he explains. “Because of this, we’ve been stuck with flood coolant, and have always had some chip control issues as a result—the chip would roll back on itself and starve the cutting edge of coolant.”
Despite the less than perfect cutting conditions, the Beyond Evolution performed beyond expectations. “We achieved very good results,” says Dotson. “This time we increased the cutting speed a bit, from 350 to 400 sfm, and bumped up the feedrates by about 30 percent. Even so, tool life increased threefold, to just over 2600 pieces per insert. I’m confident we could have cranked up the feeds and speeds even more, especially if we had plumbed the tool for coolant through, but there was no need. This operation supplies another machine, and that one was already running as fast as it could go. The big thing for us was getting more parts between tool changes, and that’s exactly what the Beyond Evolution did. It’s an excellent product at a very competitive price point.”

The Fan Effect: Specially designed coolant delivery channels in the Beyond Evolution™ system separate and direct cutting fluid to where it’s needed most, underneath the chip and into the work area.
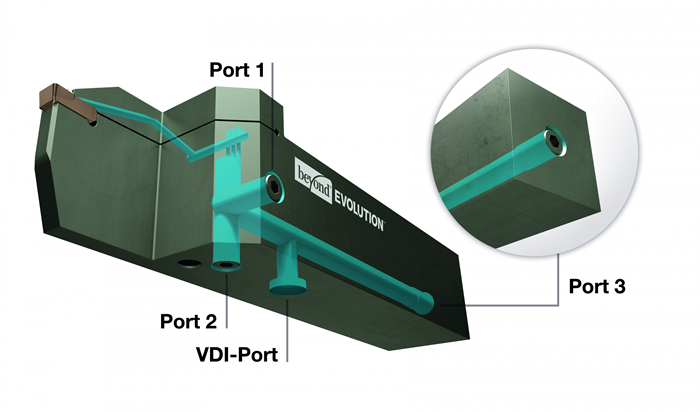
Many options through multiple ports
Don’t have the right adapter or hose? It’s not a problem with Beyond Evolution™ toolholders, which are ported for KM, VDI, and virtually all machine platforms, and is capable of pressures up to 350 bar (5076 psi).

This is reality for many shops: Even without high pressure coolant, Beyond Evolution™ increased tool life three to one compared to EMC’s legacy cut-off system.

Manufacturing engineer Ian Dotson keeping an eye on machining progress with Beyond Evolution™ grooving and cut-off system from Kennametal.
Contact Details
Related Glossary Terms
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- cutting fluid
cutting fluid
Liquid used to improve workpiece machinability, enhance tool life, flush out chips and machining debris, and cool the workpiece and tool. Three basic types are: straight oils; soluble oils, which emulsify in water; and synthetic fluids, which are water-based chemical solutions having no oil. See coolant; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- cutting speed
cutting speed
Tangential velocity on the surface of the tool or workpiece at the cutting interface. The formula for cutting speed (sfm) is tool diameter 5 0.26 5 spindle speed (rpm). The formula for feed per tooth (fpt) is table feed (ipm)/number of flutes/spindle speed (rpm). The formula for spindle speed (rpm) is cutting speed (sfm) 5 3.82/tool diameter. The formula for table feed (ipm) is feed per tooth (ftp) 5 number of tool flutes 5 spindle speed (rpm).
- grooving
grooving
Machining grooves and shallow channels. Example: grooving ball-bearing raceways. Typically performed by tools that are capable of light cuts at high feed rates. Imparts high-quality finish.
- lathe
lathe
Turning machine capable of sawing, milling, grinding, gear-cutting, drilling, reaming, boring, threading, facing, chamfering, grooving, knurling, spinning, parting, necking, taper-cutting, and cam- and eccentric-cutting, as well as step- and straight-turning. Comes in a variety of forms, ranging from manual to semiautomatic to fully automatic, with major types being engine lathes, turning and contouring lathes, turret lathes and numerical-control lathes. The engine lathe consists of a headstock and spindle, tailstock, bed, carriage (complete with apron) and cross slides. Features include gear- (speed) and feed-selector levers, toolpost, compound rest, lead screw and reversing lead screw, threading dial and rapid-traverse lever. Special lathe types include through-the-spindle, camshaft and crankshaft, brake drum and rotor, spinning and gun-barrel machines. Toolroom and bench lathes are used for precision work; the former for tool-and-die work and similar tasks, the latter for small workpieces (instruments, watches), normally without a power feed. Models are typically designated according to their “swing,” or the largest-diameter workpiece that can be rotated; bed length, or the distance between centers; and horsepower generated. See turning machine.
- precision machining ( precision measurement)
precision machining ( precision measurement)
Machining and measuring to exacting standards. Four basic considerations are: dimensions, or geometrical characteristics such as lengths, angles and diameters of which the sizes are numerically specified; limits, or the maximum and minimum sizes permissible for a specified dimension; tolerances, or the total permissible variations in size; and allowances, or the prescribed differences in dimensions between mating parts.
- profiling
profiling
Machining vertical edges of workpieces having irregular contours; normally performed with an endmill in a vertical spindle on a milling machine or with a profiler, following a pattern. See mill, milling machine.
- turning
turning
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.