Create a first-class surface finish
Create a first-class surface finish
Get improved machining quality, higher availability and longer working life with hydrostatic machine tool components.
To get the best surface finish, machine tool components, such as spindles, gears, hydraulic control valves, roller bearing parts and other high-precision components, all need to work perfectly. If ultra-precise surfaces with a mirror finish are required, the machines must also be equipped with specialized tools.
Ultra-precise surfaces
When procuring new machine tools, the purchase price and the long-term usability are often crucial. There are minimum standards, in which machining quality, availability, and the working life of the machine are not a focus.
However, ultra-precise surfaces cannot be achieved with basic equipment. Specialized machining components, such as hydrostatic motor grinding spindles and part spindles must be retrofitted or the task outsourced.
Best surfaces with high concentricity
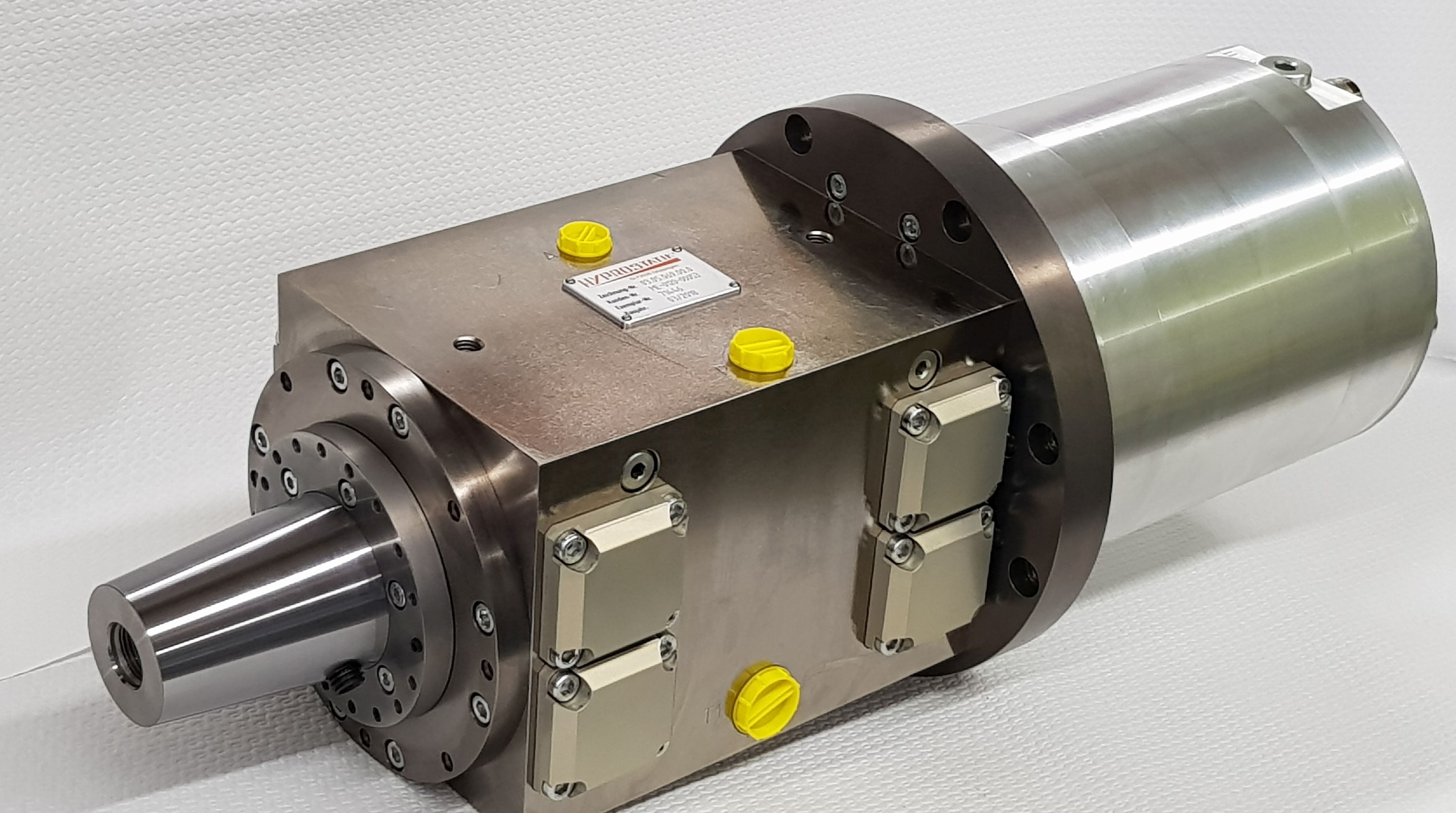
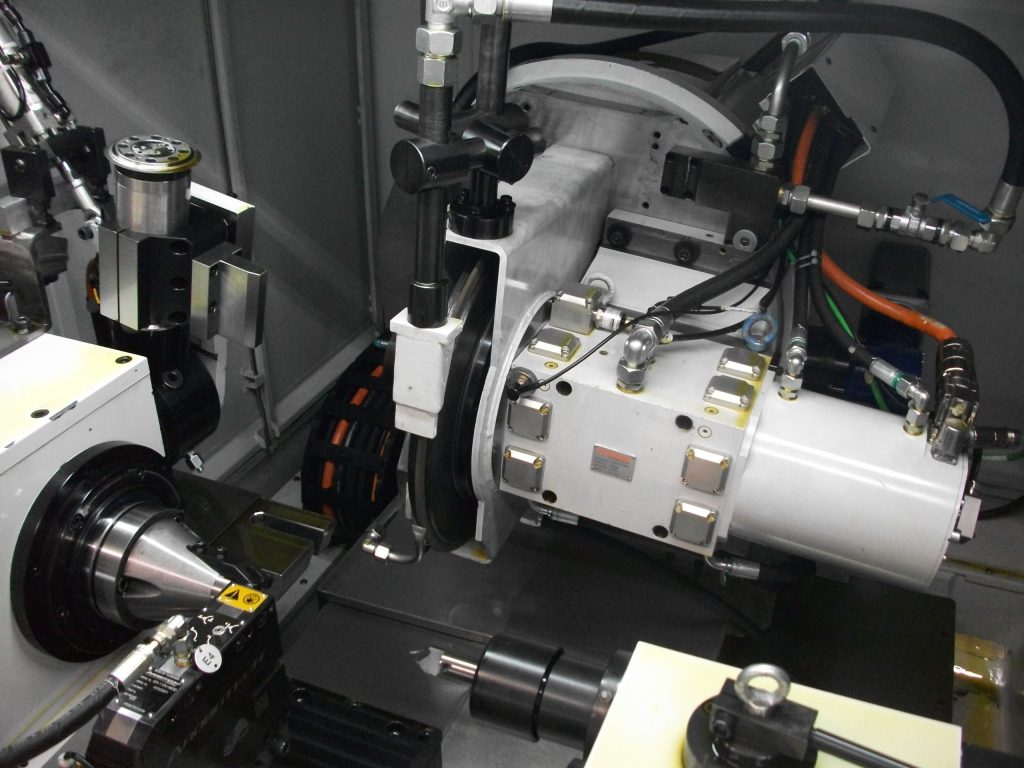
Top: Hydrostatic motor grinding spindle from Hyprostatik for producing mirror finish surfaces. Above: Ultra-precise surfaces require high precision grinding spindles. Photo: Hyprostatk
When grinding, the best surface finishes are achieved if the tips of the lapping, superfinishing and polishing. Examples include garnet, emery, corundum, silicon carbide, cubic boron nitride and diamond in various gr…" title="Substance used for grinding, honing, lapping, superfinishing and polishing. Examples include garnet, emery, corundum, silicon carbide, cubic boron nitride and diamond in various gr…" aria-label="Glossary: abrasive">abrasive particles rotate in an absolutely true circle both while dressing and while grinding.
To achieve this, a concentricity in the region of 0.1 µm, with high rigidity, perfect balancing, and excellent damping is required. This performance cannot be achieved with conventional roller-bearing spindles. The concentricity error of roller bearing spindles varies over a range of 2 to 5 µm; in rare cases 1 µm. Furthermore, these are damped to only a limited degree. As the period of use increases, the quality of the concentricity of conventional roller-bearing spindles deteriorates.
With hydrostatic high-precision motor grinding spindles from Hyprostatik Schönfeld GmbH (Göppingen), concentricities of < 0.1 µm over the entire range of speed are guaranteed.
For this, hydrostatic spindle bearings have damping some 100 times greater than spindles in roller bearings. To achieve optimized damping parameters, Hyprostatik Schönfeld works with proprietary software.
Finely balanced spindle bearings
The spindle bearings are very finely balanced, with a balancing quality of G 0.1. The lowest balancing quality according to DIN ISO 1940 is G 0.4.
In addition, as the spindle suspension is not damped, the radial flexibility is very low, which means the optimal damping of the hydrostatic bearings has maximum effect.
Progressive flow controllers versus capillaries

Hyprostatik Schönfeld GmbH in Göppingen-Jebenhausen (Germany). Since August 2022, the company has been part of the Schunk Group. Hyprostatik's product range includes lead screws with hydrostatic nuts, guide shoes, tailstocks, spindle bearings, and rotary tables in different sizes and designs.
Laminar-flow-controlled capillaries control the oil flows in the pockets of the hydrostatic components. This reduces the oil flow in an increasingly stressed pocket, which leads to low rigidity of hydrostatic components with capillaries.
To correct this problem, Hyprostatik Schönfeld has developed a progressive flow controller (PM flow controller), which is used instead of capillaries. The controller provides a progressive increase in oil flow with increasing gap stress with respect to strain; the greater the stress required to produce a given strain, the stiffer…" title="1. Ability of a material or part to resist elastic deflection. 2. The rate of stress with respect to strain; the greater the stress required to produce a given strain, the stiffer…" aria-label="Glossary: stiffness">stiffness of the pockets.
As the pockets are de-stressed, the oil flow is reduced accordingly. Compared with capillaries, the controller achieves rigidities that are 3 to 6 times higher.
In addition, the pumping and friction outputs from hydrostatic bearings under static and dynamic loads are lower than is possible with comparable spindles with capillaries as the control elements.
Hyprostatik spindles can be placed under high load even at very high speeds
The PM flow controller prevents heat-related geometry faults, as the bearings heat up only slightly even at very high speeds.
The most significant benefit of Hyprostatik spindles from the Schönfeld-based company is that these can be placed under unlimited stress even at very high speeds. Hyprostatik spindle bearings stand out very clearly from alternative hydrostatic spindle bearings, owing to their load capacity, rigidity, damping, and possible maximum speeds.
Spindle bearings can be placed under high load even at very high speeds
The difference between capillaries and PV controllers becomes obvious with spindle bearings rotating at high speeds.
With the capillary solution, the oil in the stressed pocket is heated as the speed increases and the viscosity of the oil becomes significantly less. The gap in the stressed pocket becomes smaller, whereas the friction output rises. This frequently results in failures of conventional spindle bearings and a skeptical attitude towards hydrostatic products in general.
Hydrostatic bearings from Hyprostatik avoid this problem: With increasingly stressed pockets, the oil flow in these pockets increases, which significantly reduces the gap and in turn the increase in friction output. Accordingly, with an appropriate design, the heating of the oil in the stressed pocket remains constant or even falls. Thermally-related failure of the bearing at high speeds is not possible.
Spindle bearings from Hyprostatik can therefore be stressed without restriction even at very high speeds.

The Schunk Group is a global technology company. The company is a leading supplier of products made of high-tech materials – such as carbon, technical ceramics and sintered metal – as well as machines and systems.
No rework required
Hyprostatik supplied spindle bearings for the first time 20 years ago. Spindle bearings of the highest quality class have been in use since 2014 and achieve the best results. In one case of their use, for example, roughness depths Ra of 0.05 µm were achieved. With a vertical grinding center, roughness depths Ra of 0.003 µm (equals 3 nanometers), were measured on rollers with a mirror finish. Shaping accuracies are also extraordinary. Because of this surface quality, reworking such as honing, lapping, and superfinishing on numerous occasions are not necessary.
Delivered hydrostatic high-precision motor grinding spindle bearings with a nominal spindle diameter of 90 mm have, for example, a motor output of 16 kW. Other hydrostatic high-precision motors grinding spindle bearings with a nominal spindle diameter of 100 mm have, for example, a motor output of over 40 kW. Both spindles are approved for maximum speeds of 7000 rpm.




