
The strategy for growth at True Die Inc. in Zeeland, Michigan, may be tied to the future of the mold and die trade itself, according to company owners Tim and Mike Rietsma.
Tim Rietsma and his brother Mike started their mold and die shop in 2000 wanting to continue their profession’s proud heritage of skilled toolmaking. But with the adoption of evolving machine tool technology have come new ways of doing things, and soon the brothers faced an unexpected challenge to their business and ideals.
The toolmaking profession had changed. Qualified toolmakers were becoming scarce. While the trade had always been based on the development of skilled and well-rounded toolmakers, tech schools were beginning to turn out candidates for jobs in basic machine operation.
It wasn’t long before Mike Rietsma remarked to his brother Tim, “You know, you don’t see blacksmiths anymore either, unless you go to a museum.”
Tim Rietsma said, “When we started our company, I had fifteen years of experience building molds and my brother had twenty years of experience building stamping dies. The toolmaker that we had in the 1990s, I don’t think we’ll ever see that type of person again.”
Technology has a double edge
Contour Tool & Engineering, the original name of the company, was recently changed to True Die with a new ownership investment, the addition of new round product tooling capabilities, and a renewed commitment to the toolmaking trade. As Contour Tool, the company has been a one-stop resource for OEMs needing an integrated knowledge and approach to building molds for injection molded plastic parts. As True Die, Inc., leadership says the company’s heritage can now be more fully leveraged.
“As we design and machine a tool, we’re thinking about what goes into the finished part,” Tim Rietsma explains. “We see a problem at any step and we can solve it. Once that’s done, the rest is the machining. I’ve had job placement services come to me offering their services. I tell them I need a mold maker or a die builder. They come back with someone who went to tech school and who knows how to run a basic machine to cut a part. Then they say, ‘Well, that’s what you do here, right? Cut parts?’”
For True Die’s leadership team, two decision paths have emerged: Invest in newer basic machines that give a machine operator the ability to cut a part, or invest in more capable machine/control packages that enable employees to build their skills, their careers, and the company.
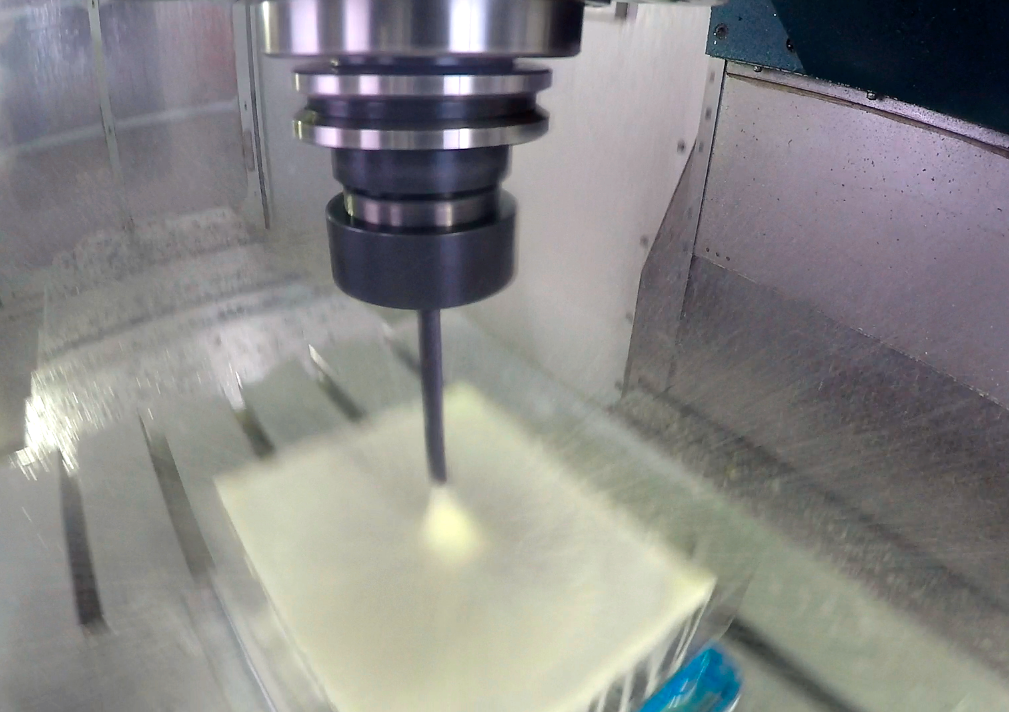
In 2014, the company bought its first ROMI machine, driven by its first Siemens CNC. The ROMI D1000AP vertical machining center featured the Siemens Sinumerik 828D control and drives package.
“We initially wanted higher speed and accuracy,” Tim Rietsma recalls. “With the molds, you cut both halves of the tool, then both halves need to fit tight to each other within one-thousandth of an inch. If your machine can’t do this, you must spend a lot of time with a hand grinder on a bench.”
Doing away with bench grinding proved to be one of the immediate paybacks of the ROMI-Siemens investment. Any grinding-related variances in precision and surface quality were soon avoided and the profitability of the business was boosted by the increased capacity for throughput.
“Three years ago, most of our surfacing work was done at a feed rate of around fifty to sixty inches per minute,” says Rietsma. “With the Siemens and the ROMI combination, some of our feed rates have already approached two hundred inches per minute; and what comes out of the machine is a part cut in much less time, and that offers repeated high quality to the customer.”
The new machine/control package has yielded other important returns for the company that continues to make the investment look all the better with each passing day.
One-pass drilling
The ROMI D1000AP vertical machining center features integrated cooling during high-speed drilling. The coolant flows through the drill bit to flush the metal chips out and away from the flutes. Carbide drill bits last much longer and drilling cycles have been reduced from five minutes to thirty seconds.
Now the shop can drill a hole in one pass, rather than repeating up-and-down passes to clear metal chips from the hole and bit. “So the price for a tool may be quoted at twenty-five dollars for each of five holes,” Tim Rietsma explains. “Whatever the going rate, we can produce five of those holes in the time it used to take to produce one.”
This feature alone gives True Die, Inc. the flexibility to increase the company’s margins or to strategically price jobs to win new business, and sometimes both.
Faster-to-the-finish
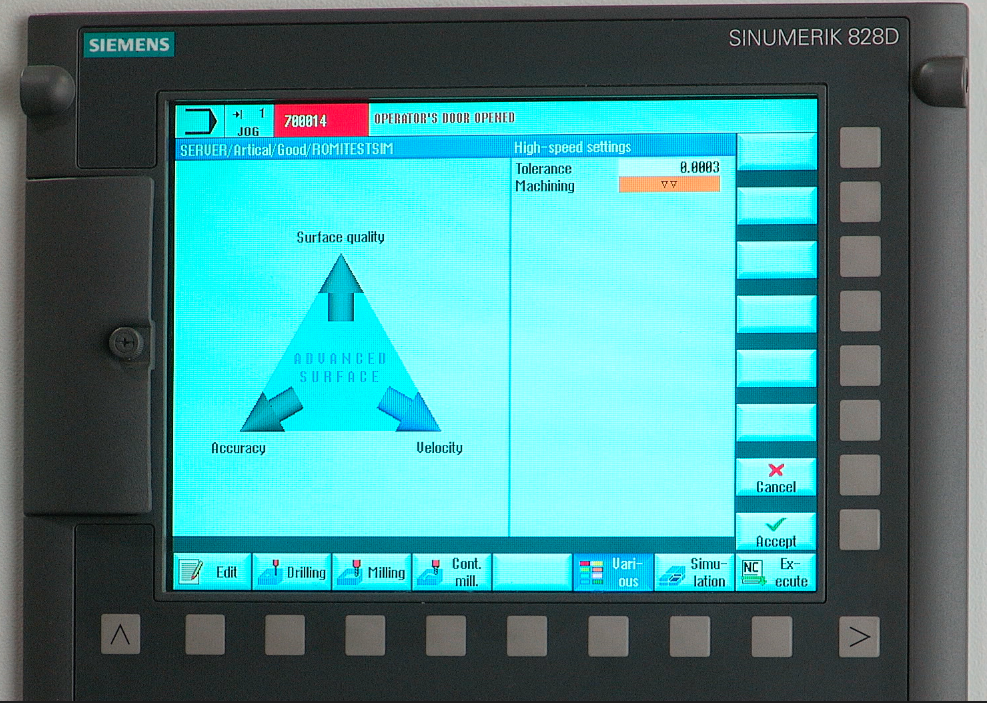
At every turn, the mold and die professionals at True Die have discovered something remarkable about the Sinumerik 828D CNC that drives their new ROMI machining center.
An important discovery was the ability to program the machine to minimize the time it takes to cut a part. A feature called “Advance Surface” enables the shop to optimize mold-cutting velocity, accuracy, and surface quality for the most efficient machining motion. So for example, machine speed (velocity), can be reduced when the tool path requires the precise cutting of sharp corners (accuracy) and accelerated when machining through rough cuts to produce a part to the exact finish requirements (surface quality).
“It’s a feature that is over the top of any control I’ve ever seen,” Rietsma says. “With a couple of short clicks on the control, I can tell the machine that a particular block is not so fussy about tolerance. I can in effect say, ‘open the tolerance up’ and that will increase the speed of the machine through that sequence. We can get the surface finish that the mold requires and the maximum speed of the machine all at the same time.”
Beyond easy-to-use
Just about every brand of CNC on the market claims to be easy to use, but seeing is believing, Tim Rietsma says. “Siemens has outdone all their competitors. The CNC has full graphical support. You see what you’re doing while you’re putting in a program. With a lot of the other controls, you’re looking at the book trying to figure out what things mean.”
That said, investing in an easier-to-use Siemens control that drives an advanced ROMI machine was not the end-game for True Die, Inc. The greater goals were the enablement of the shop’s people, the betterment of the business, and contributing to a toolmaking profession that was built on knowledge and skill development.
Beyond “conversational,” the Siemens-ROMI investment is enabling the shop’s employees to build their knowledge and skills. “We’re still learning on the machine, learning every week,” says Tim Rietsma. “When the machine hit the floor, we needed to make parts. We didn’t have time to learn the CNC. And then as the weeks go on, we learn a little more. The sky’s the limit with the Sinumerik 828D.”
Other proven returns on the machine/control investment have been the faster production of consistent quality molds; leveraging their newfound flexibility to produce different parts for different types of customers on the same machine; the ability to name and call up any of the tools in the tool holder; reducing mold rib cutting from a 20-hour off-line EDM process to a 1.5-hour milling process at the machine; eliminating hours of “homing” restart time in the mornings due to a Siemens absolute encoder that holds the exact previous setting; and being able to download earlier Haas and Fanuc files into the Siemens control with no losses and greater machining flexibility to gain.
Looking ahead
Brian Brown, True Die, Inc. owner and president, is especially proud of the company’s position and outlook on toolmaker education. A journeyman toolmaker himself, he is passionate about protecting and growing the trade through the adoption of more enabling technology and more robust education.
“Our business has a state-certified apprenticeship program,” Brown points out. “And our business is uplifted by companies like Siemens and ROMI, who understand the challenges of our industry. To further enhance our market/product offering, we just purchased our second ROMI to machine round tools for the deep draw industry... a C420 lathe with a Sinumerik 828D control that will be used strictly for hard turning.
This approach will minimize the need to ID/OD grind round tools after heat treating. Hard turning can hold comparable surface finishes and tolerances to grinding, but it is a much more efficient process.”
The toolmaker’s trade may have changed, but for True Die, Inc., the way forward includes investing in more open-ended technology that will build knowledge and skills, encourage inventive thinking, and reward career-minded workers who bring new ideas to the shop floor.
Contact Details
Related Glossary Terms
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- electrical-discharge machining ( EDM)
electrical-discharge machining ( EDM)
Process that vaporizes conductive materials by controlled application of pulsed electrical current that flows between a workpiece and electrode (tool) in a dielectric fluid. Permits machining shapes to tight accuracies without the internal stresses conventional machining often generates. Useful in diemaking.
- feed
feed
Rate of change of position of the tool as a whole, relative to the workpiece while cutting.
- flutes
flutes
Grooves and spaces in the body of a tool that permit chip removal from, and cutting-fluid application to, the point of cut.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- hard turning
hard turning
Single-point cutting of a workpiece that has a hardness value higher than 45 HRC.
- inches per minute ( ipm)
inches per minute ( ipm)
Value that refers to how far the workpiece or cutter advances linearly in 1 minute, defined as: ipm = ipt 5 number of effective teeth 5 rpm. Also known as the table feed or machine feed.
- lathe
lathe
Turning machine capable of sawing, milling, grinding, gear-cutting, drilling, reaming, boring, threading, facing, chamfering, grooving, knurling, spinning, parting, necking, taper-cutting, and cam- and eccentric-cutting, as well as step- and straight-turning. Comes in a variety of forms, ranging from manual to semiautomatic to fully automatic, with major types being engine lathes, turning and contouring lathes, turret lathes and numerical-control lathes. The engine lathe consists of a headstock and spindle, tailstock, bed, carriage (complete with apron) and cross slides. Features include gear- (speed) and feed-selector levers, toolpost, compound rest, lead screw and reversing lead screw, threading dial and rapid-traverse lever. Special lathe types include through-the-spindle, camshaft and crankshaft, brake drum and rotor, spinning and gun-barrel machines. Toolroom and bench lathes are used for precision work; the former for tool-and-die work and similar tasks, the latter for small workpieces (instruments, watches), normally without a power feed. Models are typically designated according to their “swing,” or the largest-diameter workpiece that can be rotated; bed length, or the distance between centers; and horsepower generated. See turning machine.
- machining center
machining center
CNC machine tool capable of drilling, reaming, tapping, milling and boring. Normally comes with an automatic toolchanger. See automatic toolchanger.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- tolerance
tolerance
Minimum and maximum amount a workpiece dimension is allowed to vary from a set standard and still be acceptable.
- turning
turning
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.