Tool coatings covered
Coated cutting tools, such as drills, mills, inserts, threads, reamers, broaches and hobs, tolerate significantly higher cutting speeds and feeds, reducing machining time and costs. Outstanding wear resistance also substantially extends tool life and lowers the cost per piece.
Coated cutting tools, such as drills, mills, inserts, threads, reamers, broaches and hobs, tolerate significantly higher cutting speeds and feeds, reducing machining time and costs. Outstanding wear resistance also substantially extends tool life and lowers the cost per piece.
“Anytime that you can make the tool last longer, it’s a great benefit,” said Nikhil Sheth, CEO of Santa Fe Springs, California-based Precision Cutting Tools LLC, a manufacturer of cobalt and carbide tools. “Carbide isn’t cheap, so for maybe 10% of the cost of the tool, you’re adding upward of 50% to the life to the tool.”
He observes that the use of coatings in general has increased as coating technologies simultaneously have continued to improve.
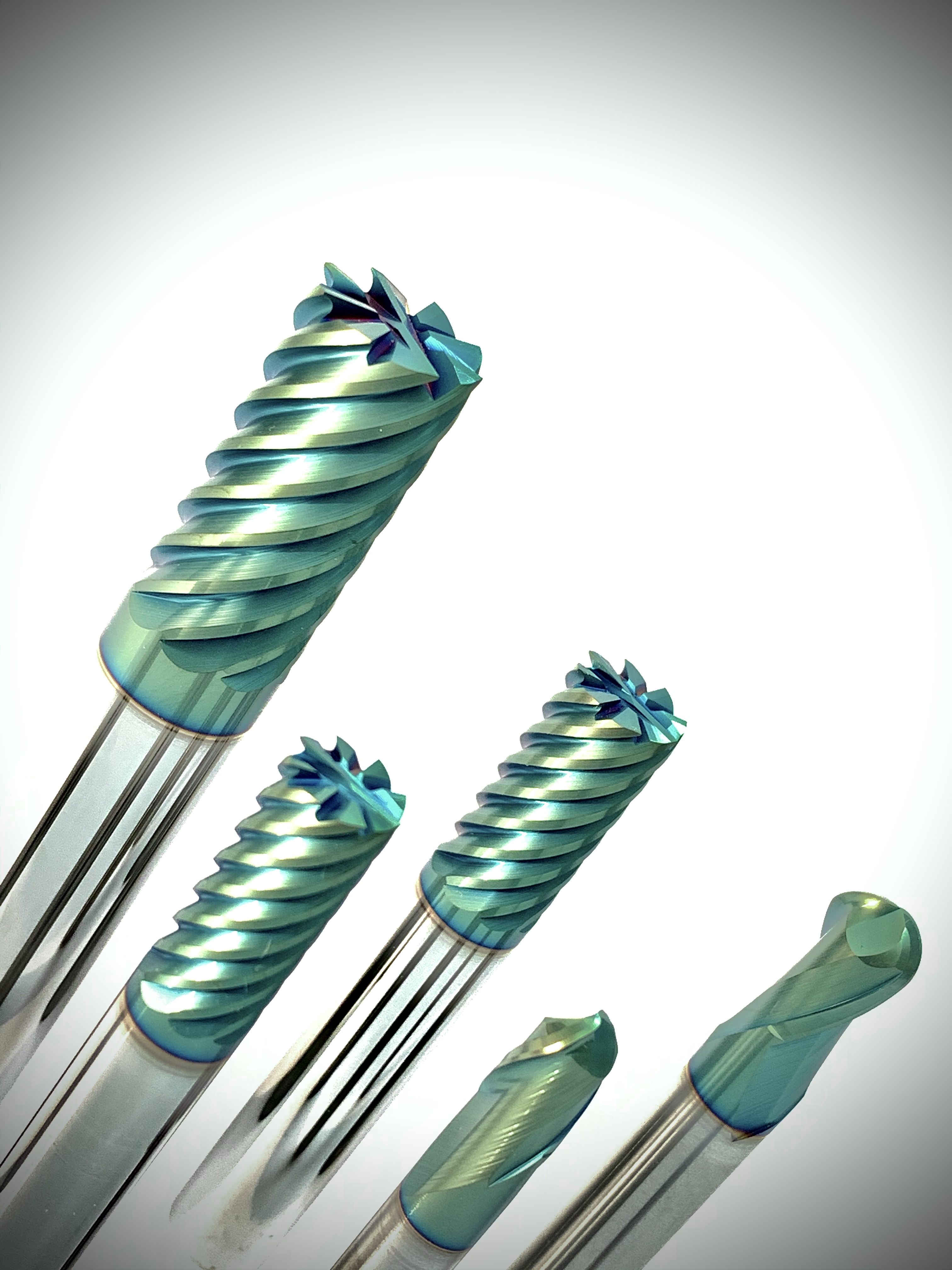
Tool manufacturers can specify special coating colors to distinguish products. Image courtesy of PD2i
“All the new alloys like Inconel and titanium are superlight, but they’re getting harder and harder to cut,” Sheth said. “So the whole coating industry is getting much more niche, more high-tech while at the same time it’s becoming more accessible for manufacturers to get that technology in-house.”
In the past, cutting tool manufacturers often shipped their tools to shops specializing in coatings. But with improvements, such as automation, and increased use of specialized coatings, more toolmakers are finding that bringing coating capabilities in-house makes sense.
Lower Barrier to Entry
For many tool manufacturers, coating is not their main business but an important part of it. Sheth said entering the coating game is much cheaper these days.
“As a previous job coater, most of the large manufacturers that were sending me business have gone ahead and made the investment themselves,” he said. “I think they realize that if they already spend a certain amount of dollars a month on coatings, they’d probably spend the same amount with half the headaches just keeping it in-house.”
Sheth said sending out tools for coating can complicate the manufacturing process.
“Logistically, it can become a nightmare because you have a long turnaround time and you still might lose a package that has $2,000 or $3,000 worth of tools in it,” he said. “Then you have to package it extra carefully to prevent breakage. And when you get the tools back, you still have to inspect them to make sure they’re OK.”
Different Coatings for Different Applications
Christopher Halter, manager of equipment sales and service at Oerlikon Balzers Coating USA Inc., Schaumburg, Illinois, said typical coatings include TiN, TiC, TiCN, MT-TiCN, TiCNO and α/K-Al2O3. Additional components and component groups extend further flexibility to coating designs, such as TiAlN, TiBN, TiB2, CrCx and Cr2O3.
Each coating shop, whether in-house or a provider, develops its own coating recipes. When considering bringing coating in-house, manufacturers may want to focus on four or five recipes that will work best for customers. Specific properties can be adjusted for the different applications in which a tool will be used.

Coating equipment companies offer modular solutions to accommodate different types of coatings for a manufacturer’s specific tool lines. Image courtesy of Oerlikon Balzers Coating USA
“As an example, for drilling, you need a low thermal conductivity, you need hot hardness, you need oxidation resistance, you need chip evacuation, and you need to reduce torque,” said René Scheibe, COO of Paris-based coating equipment maker Partner Development Industry International, which does business as PD2i and has a U.S. location in Fox River Grove, Illinois. “A carbide tool itself cannot supply all these functions. But through a dedicated coating, you can apply these characteristics to your tool.”
Coatings also may add an attractive, shiny appearance and offer options for differentiation and identification.
“Some customers ask us for a standard coating like aluminum chromium nitride, but they want a dedicated color, such as purple or green, for marketing purposes,” said Dirk Haack, CEO of PD2i Europe GmbH, Düren, Germany. “It should look different than the coatings of other companies even if the performance is the same.”
Chemical and Physical Vapor Deposition
While an array of coating technologies has been developed, two of the most common types in the cutting tool industry are chemical vapor deposition and physical vapor deposition.
For the CVD process, reactant gases are piped into a reactor, or furnace, at a specific temperature and pressure. Inside the reactor, the gases come into contact with a heated tool substrate and plate out as a solid layer coating the surface.
PVD coatings are created using one of two techniques. Both start with a high-purity, solid-metal target, such as titanium, chromium or aluminum, which then is evaporated by either heat (arc evaporation) or bombardment with ions (sputtering). At the same time, a reactive gas — for instance, nitrogen or a gas containing carbon — is added to the coating chamber. Ions in the gas form compounds with the metal ions vaporized from the target. These compounds then are deposited on tools or components as a thin, highly adherent coating.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


