Anyone who’s set up a Swiss-style automatic lathe knows that replacing cutting tools can be challenging, frustrating and time-consuming. The quarters are cramped, and the screws and inserts are often tiny. For shops applying through-coolant tools, the lines and hoses needed to plumb toolholders are harder to reach than those underneath a kitchen sink. Worse, they tend to snag long, stringy chips, presenting the possibility of a crash if a nest of chips gets caught between the main spindle and subspindle when transferring a part or when using some type of autoloader.
Arno-Werkzeuge USA LLC, Harvard, Illinois, introduced a line of Swiss-style tooling named the Arno Fast Change system to provide fast setups and reduce the downtime associated with in-process tool changes. The AFC holder also eliminates the need for the chip-snagging copper or plastic lines commonly used to plumb the toolholders.
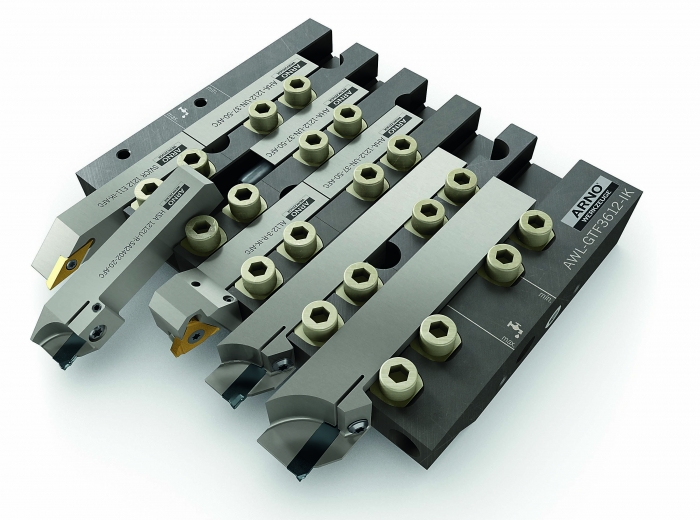
The AFC system is available for Citizen A20 and L20 machines but will soon expand to include other makes and models of Swiss-style lathes. Image courtesy of Arno-Werkzeuge USA
The company does mean fast. “You can swap toolholders in 30 seconds or less,” said Martin Gardner, president of Arno USA. “It typically takes 15 to 20 minutes to prep another standard nonquick-change system with through coolant.”
The system features two pieces: a universal fixed stop that resides in the machine and a quick-change toolholder that slides into the end of the stationary block and easily locks in place. The plumbing is all internal—no hoses or fittings and nothing to catch chips or create interference problems.
“Quick-change toolholding systems are not a new concept for Swiss-style machining, but Arno has improved the concept with the features and capabilities included in our new AFC system,” Gardner said. “For example, the integral plumbing differentiates the system from others.”
He explained that the side of the block has five inlets for coolant. An operator can plumb into any one inlet or use two to supply different coolant pressures to the block and run independent lines up to 1,800 psi by changing one screw. “Just as important, it is clean and safe. There are no little pieces of copper pipe to bend and push around until you get them aimed in the right location. Coupled with the fast-change capabilities, the system delivers cost savings by eliminating problems and delays caused from plumbing a toolholder system.”

Equipped with an internal plumbing system, AFC toolholders eliminate the need for hoses and lines. Image courtesy of Arno-Werkzeuge USA
An Arno customer that equipped all its Swiss-style machines with AFC holders told Gardner they gave operators the ability to easily and precisely aim the coolant directly at the cutting area and eliminated the need to stop the machine to clear wads of chips.
The system is repeatable to within 0.0008", Gardner noted, so there’s no need to change inserts inside the machine; the operator can inspect the inserts and properly maintain the toolholder while the machine is making parts. Because each tool has the same gage length, operators can change from a cutoff to a grooving to a profiling tool and get “within a few thousandths” without touching the offsets.
Arno makes the AFC system for Citizen A20 and L20 machines but plans to expand the program within six months for use on popular Star and Tsugami machines.
“In addition to being flexible,” Gardner said, “we focus on select markets, industries and cutting tool applications, which allows us to go deeper and provide a comprehensive portfolio to solve unique requirements. The AFC system demonstrates how we refined the quick-change concept for Swiss automatic lathes.”
He added that Arno has a wide selection of grades and chipbreakers, many with the high-shear, positive rake geometries needed to cut superalloys and medical-grade materials.
Related Glossary Terms
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- cutoff
cutoff
Step that prepares a slug, blank or other workpiece for machining or other processing by separating it from the original stock. Performed on lathes, chucking machines, automatic screw machines and other turning machines. Also performed on milling machines, machining centers with slitting saws and sawing machines with cold (circular) saws, hacksaws, bandsaws or abrasive cutoff saws. See saw, sawing machine; turning.
- grooving
grooving
Machining grooves and shallow channels. Example: grooving ball-bearing raceways. Typically performed by tools that are capable of light cuts at high feed rates. Imparts high-quality finish.
- lathe
lathe
Turning machine capable of sawing, milling, grinding, gear-cutting, drilling, reaming, boring, threading, facing, chamfering, grooving, knurling, spinning, parting, necking, taper-cutting, and cam- and eccentric-cutting, as well as step- and straight-turning. Comes in a variety of forms, ranging from manual to semiautomatic to fully automatic, with major types being engine lathes, turning and contouring lathes, turret lathes and numerical-control lathes. The engine lathe consists of a headstock and spindle, tailstock, bed, carriage (complete with apron) and cross slides. Features include gear- (speed) and feed-selector levers, toolpost, compound rest, lead screw and reversing lead screw, threading dial and rapid-traverse lever. Special lathe types include through-the-spindle, camshaft and crankshaft, brake drum and rotor, spinning and gun-barrel machines. Toolroom and bench lathes are used for precision work; the former for tool-and-die work and similar tasks, the latter for small workpieces (instruments, watches), normally without a power feed. Models are typically designated according to their “swing,” or the largest-diameter workpiece that can be rotated; bed length, or the distance between centers; and horsepower generated. See turning machine.
- profiling
profiling
Machining vertical edges of workpieces having irregular contours; normally performed with an endmill in a vertical spindle on a milling machine or with a profiler, following a pattern. See mill, milling machine.
- quick-change toolholder
quick-change toolholder
Cutter holder that permits rapid tool changes. Generally associated with automatic or semiautomatic machining operations. See toolholder.
- rake
rake
Angle of inclination between the face of the cutting tool and the workpiece. If the face of the tool lies in a plane through the axis of the workpiece, the tool is said to have a neutral, or zero, rake. If the inclination of the tool face makes the cutting edge more acute than when the rake angle is zero, the rake is positive. If the inclination of the tool face makes the cutting edge less acute or more blunt than when the rake angle is zero, the rake is negative.
- superalloys
superalloys
Tough, difficult-to-machine alloys; includes Hastelloy, Inconel and Monel. Many are nickel-base metals.
- toolholder
toolholder
Secures a cutting tool during a machining operation. Basic types include block, cartridge, chuck, collet, fixed, modular, quick-change and rotating.
Author

Kip Hanson is a contributing editor for Cutting Tool Engineering magazine. Contact him by phone at (520) 548-7328 or via e-mail at [email protected].
