The most common stainless steel alloy is 304. It is also the most machinable stainless steel. However, it’s rarely used to make aerospace components, said Christopher Dones, application specialist for the Northeast at Elgin, Illinois-based Dormer Pramet.
Instead, types that are more challenging to machine, such as 321 and 17-4 PH, frequently are found in aerospace applications, he said. In addition, austenitic stainless steel is more common than martensitic stainless. Precipitation hardening, he said, increases corrosion resistance comparable to austenitic alloys. Austenitic alloys typically have about 16% to 18% chromium content and from 0% to 5% nickel content while martensitic alloy’s chromium content is from 12% to 14% and nickel content is from 0% to 5%.
The higher amount of chromium and nickel makes the material more abrasive and gummy, Dones said, adding that the “harshest” stainless has 26% chromium. He said the higher the chromium content is, the harder the stainless steel is.

When tapping stainless steel, the blue ring Shark tap reduces axial forces and torque compared with conventional taps, according to Dormer Pramet. Image courtesy of Dormer Pramet
“The material wants to stick to the tool, makes the tool spin in the part and makes the part harder,” he said. “Workhardening is the No. 1 challenge with stainless steel.”
To minimize the harm that workhardening has on tool life, the toolmaker recommends avoiding the use of tools with worn, dull edges, which could accelerate tool wear and cause premature failure. Also, end users should prevent dwells or pauses in the cutting process, which cause heat buildup and increase workhardening.
Adding to the challenge is airplane parts, such as actuators, fasteners and landing gear components, which frequently are manufactured from proprietary types of stainless steel, Dones said.
“They give us some information, but they keep it pretty secretive,” he said about the alloying elements. “When we get something like that, we always start with the worst-case scenario.
Walk, Don’t Run
Similar to the vast majority of cutting tool manufacturers, Dormer Pramet provides speed and feed recommendations for its cutting tools, but those were developed for metals with known alloying elements. In addition, toolmakers test cutting tools in an ideal environment when establishing starting-point recommendations.
“In the field, it is never a perfect environment,” Dones said. “We start low and work our way up. It helps avoid the catastrophe of blowing everything up.”
He recommends low cutting speeds but high feed rates.
Additionally, high machining parameters can cause heat to transfer into a cutting tool and increase wear, according to Dormer Pramet. The thermal conductivity of stainless steel, nickel and titanium tends to be low. But with the high feeds required during machining, the cutting edge quickly can become overheated, shortening tool life. Large tools dissipate more heat during machining than smaller ones, Dones said.
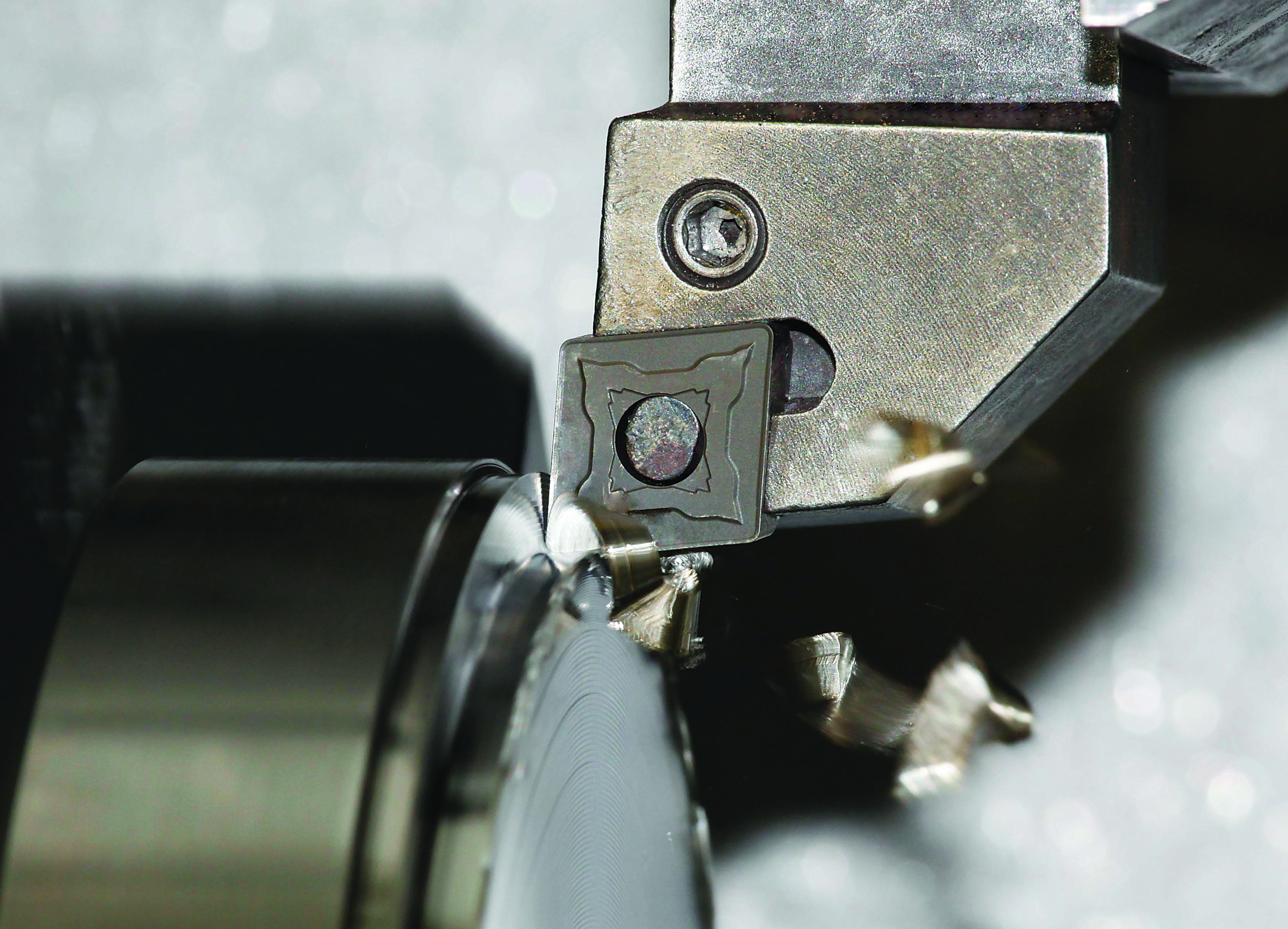
Dormer Pramet has a range of turning tools for stainless steel. Image courtesy of Dormer Pramet
To remove heat from a tool/workpiece interface while helping chip breaking and improving the dimensional stability of the part, a generous flow of metalworking fluid often is recommended when machining stainless steel. Coolant can be applied through the spindle and tool or in a flood arrangement. However, milling with a tool grade that’s not optimized to resist the effect of constant temperature changes at the cutting area causes heat stresses on the tool, resulting in thermal cracks.
Dones said coolant is used half the time when milling, depending on the machining environment, machine tool and type of stainless being cut; 95% of the time through the spindle when deep-hole drilling; and all the time when tapping.
“Sometimes coolant and lubricants counteract the heat generated at cutting tool edges,” he said.
The toolmaker offers the Dormer-branded blue ring Shark tap for threading stainless steel. The tap can be coated with the company’s Super-B, a hard lube TiAlN coating that prevents chips from adhering to the flutes, Dones said. He added that the tap has a lot of back taper to increase sharpness and make it easier to break through a hole.
To increase tool life by reducing torque levels, the toolmaker recommends pre-drilling a hole 0.1 mm (0.004") larger than recommended when tapping stainless steel.
Another Dormer-branded tool designed for stainless steel is the Force M drill, which has a micrograin carbide substrate and a multilayer TiAlN coating. The drill has an S-shape, modified four-facet, split-point geometry to reduce cutting pressure with honed corners and cutting edges so they do not chip when starting a hole, Dones explained.
“When you look at the front tip, it has a 140-degree angle,” he said. “That’s our high-performance, go-to drill for stainless steel.”
To Coat or Not
Both chemical vapor deposition and physical vapor deposition coatings are deposited on tools for cutting stainless, Dones said. He added that although a CVD coating is more forgiving, a PVD-coated tool can run at higher speeds and feeds and the thinner PVD coating helps maintain edge sharpness.
“When it comes to stainless,” he said, “you are trying to keep the tool as sharp as possible so you shear the material.”
Dones said CVD coatings are generally 9 to 20 µm (0.0004" to 0.0008") thick and more suited for machining steel and cast iron.
“PVD coatings are 2 to 3 µm (0.00008" to 0.00012") but tougher and smoother and have excellent built-up edge resistance with a more broad application and are more effective on high-temperature alloys and stainless steel,” he said.

The Force M drill has a micrograin carbide substrate and a multi-layer TiAlN coating. Image courtesy of Dormer Pramet
However, some types of stainless steel, such as 321, are stabilized with titanium, and many tool coatings, such as TiAlN, contain titanium, Dones said. Cutting titanium with titanium is not particularly effective. Also, as previously noted, an end user might not know the specific composition of a stainless steel for an aerospace project.
“We have to work with what they tell us,” he said, “and 9 times out of 10 we go without any coating.”
Dones said a tool coating aids with heat resistance, but a tough carbide grade also helps withstand heat’s destructive impact on a tool. The more tungsten that is in a tool makes it harder, and that’s not suitable for stainless, he said. A carbide substrate with too low a percentage of cobalt makes the substrate brittle and more likely to break.
Because of the material’s gumminess, he recommends a polished tool for cutting stainless. If a tool is coated, polishing is performed before the deposition process.
When machining stainless steel, one tool feature trumps all others.
“Sharpness is No. 1 because we want to get under the material and shear it,” Dones said. “We look for polished, tough and sharp grades.”
For more information about Dormer Pramet, call 800-877-3745 or visit www.dormerpramet.com.
For more information about machining stainless steel, view a video presentation from Dormer Pramet at cteplus.delivr.com/2hde6
Contact Details

Related Glossary Terms
- abrasive
abrasive
Substance used for grinding, honing, lapping, superfinishing and polishing. Examples include garnet, emery, corundum, silicon carbide, cubic boron nitride and diamond in various grit sizes.
- alloys
alloys
Substances having metallic properties and being composed of two or more chemical elements of which at least one is a metal.
- built-up edge ( BUE)
built-up edge ( BUE)
1. Permanently damaging a metal by heating to cause either incipient melting or intergranular oxidation. 2. In grinding, getting the workpiece hot enough to cause discoloration or to change the microstructure by tempering or hardening.
- chemical vapor deposition ( CVD)
chemical vapor deposition ( CVD)
High-temperature (1,000° C or higher), atmosphere-controlled process in which a chemical reaction is induced for the purpose of depositing a coating 2µm to 12µm thick on a tool’s surface. See coated tools; PVD, physical vapor deposition.
- chemical vapor deposition ( CVD)2
chemical vapor deposition ( CVD)
High-temperature (1,000° C or higher), atmosphere-controlled process in which a chemical reaction is induced for the purpose of depositing a coating 2µm to 12µm thick on a tool’s surface. See coated tools; PVD, physical vapor deposition.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- corrosion resistance
corrosion resistance
Ability of an alloy or material to withstand rust and corrosion. These are properties fostered by nickel and chromium in alloys such as stainless steel.
- feed
feed
Rate of change of position of the tool as a whole, relative to the workpiece while cutting.
- flutes
flutes
Grooves and spaces in the body of a tool that permit chip removal from, and cutting-fluid application to, the point of cut.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- hardening
hardening
Process of increasing the surface hardness of a part. It is accomplished by heating a piece of steel to a temperature within or above its critical range and then cooling (or quenching) it rapidly. In any heat-treatment operation, the rate of heating is important. Heat flows from the exterior to the interior of steel at a definite rate. If the steel is heated too quickly, the outside becomes hotter than the inside and the desired uniform structure cannot be obtained. If a piece is irregular in shape, a slow heating rate is essential to prevent warping and cracking. The heavier the section, the longer the heating time must be to achieve uniform results. Even after the correct temperature has been reached, the piece should be held at the temperature for a sufficient period of time to permit its thickest section to attain a uniform temperature. See workhardening.
- metalworking
metalworking
Any manufacturing process in which metal is processed or machined such that the workpiece is given a new shape. Broadly defined, the term includes processes such as design and layout, heat-treating, material handling and inspection.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- physical vapor deposition ( PVD)
physical vapor deposition ( PVD)
Tool-coating process performed at low temperature (500° C), compared to chemical vapor deposition (1,000° C). Employs electric field to generate necessary heat for depositing coating on a tool’s surface. See CVD, chemical vapor deposition.
- physical vapor deposition ( PVD)2
physical vapor deposition ( PVD)
Tool-coating process performed at low temperature (500° C), compared to chemical vapor deposition (1,000° C). Employs electric field to generate necessary heat for depositing coating on a tool’s surface. See CVD, chemical vapor deposition.
- polishing
polishing
Abrasive process that improves surface finish and blends contours. Abrasive particles attached to a flexible backing abrade the workpiece.
- tap
tap
Cylindrical tool that cuts internal threads and has flutes to remove chips and carry tapping fluid to the point of cut. Normally used on a drill press or tapping machine but also may be operated manually. See tapping.
- tapping
tapping
Machining operation in which a tap, with teeth on its periphery, cuts internal threads in a predrilled hole having a smaller diameter than the tap diameter. Threads are formed by a combined rotary and axial-relative motion between tap and workpiece. See tap.
- threading
threading
Process of both external (e.g., thread milling) and internal (e.g., tapping, thread milling) cutting, turning and rolling of threads into particular material. Standardized specifications are available to determine the desired results of the threading process. Numerous thread-series designations are written for specific applications. Threading often is performed on a lathe. Specifications such as thread height are critical in determining the strength of the threads. The material used is taken into consideration in determining the expected results of any particular application for that threaded piece. In external threading, a calculated depth is required as well as a particular angle to the cut. To perform internal threading, the exact diameter to bore the hole is critical before threading. The threads are distinguished from one another by the amount of tolerance and/or allowance that is specified. See turning.
- titanium aluminum nitride ( TiAlN)
titanium aluminum nitride ( TiAlN)
Often used as a tool coating. AlTiN indicates the aluminum content is greater than the titanium. See coated tools.
- turning
turning
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.
- workhardening
workhardening
Tendency of all metals to become harder when they are machined or subjected to other stresses and strains. This trait is particularly pronounced in soft, low-carbon steel or alloys containing nickel and manganese—nonmagnetic stainless steel, high-manganese steel and the superalloys Inconel and Monel.
Author

Alan holds a bachelor’s degree in journalism from Southern Illinois University Carbondale. Including his 20 years at CTE, Alan has more than 30 years of trade journalism experience.
