Sound advice: How to implement precision ultrasonic cleaning for medical parts and implants
When cleaning parts, there is general cleaning and then there is precision cleaning. Both types are important in medical device manufacturing, but precision cleaning -- repeatable removal of contaminants to a specified, usually validated standard -- has become more prevalent in part because of increasingly stringent Food and Drug Administration oversight of the manufacturing process, resulting in stricter process QC.
Courtesy of All images: Miraclean
When cleaning parts, there is general cleaning and then there is precision cleaning. Both types are important in medical device manufacturing, but precision cleaning—repeatable removal of contaminants to a specified, usually validated standard—has become more prevalent in part because of increasingly stringent Food and Drug Administration oversight of the manufacturing process, resulting in stricter process QC.
Precision cleaning takes performance up a few notches over general parts cleaning. It is typically based on a written cleaning specification to meet company and customer quality goals and FDA requirements. Having a validated, written specification and demonstrating that the user abides by it repeatedly (repeatability) are important to FDA compliance. To ensure repeatability, precision cleaning systems are usually automated.
Precision Cleaning Stations
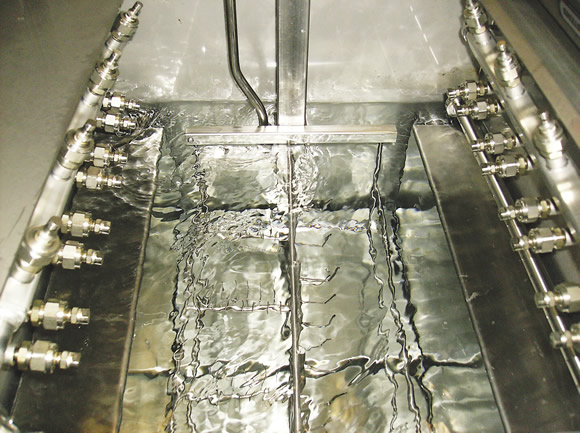
There may be one or more cleaning stations, or tanks, in a precision cleaning line for medical parts and implants. These may be equipped identically, or they may differ depending on the cleaning goals, variety of parts being processed, soil loading and types of cleaning chemistries required. Precision cleaning tanks tend to be equipped with multiple types of mechanical actions to enhance performance.
Because ultrasonics offer gentle, effective cleaning for a variety of part geometries and substrates, they are often specified for precision cleaning tanks. They are available in different frequencies appropriate to the substrates being cleaned and the cleaning requirements. The microscopic bubbles created by ultrasonic energy travel throughout the bath and into part apertures, no matter how complex. Their implosion creates a gentle but thorough cleaning action that breaks soil bonds. The lower the frequency, the larger the bubbles produced by the sound waves and the more aggressive the cleaning action.
For example, a frequency of 25 kHz is more aggressive than 40 kHz, with 40 kHz being the universal, or most commonly applied, frequency. Ultrasonics are also available in higher frequencies, such as 68 kHz and above, as well as multiple frequency units, which may be suitable for delicate parts and micropart geometries.
In addition to ultrasonics, other potential mechanical cleaning actions include vertical agitation, spray, spray under immersion and rotation. The selected combination of methods depends on part geometry, substrate, soil type and cleaning chemistry. Racking or fixturing of the parts to optimize impingement from these mechanical actions is also important. This includes fixturing so that spray makes contact where appropriate. Custom fixtures and racks can be designed to maximize exposure to spray, ultrasonics and agitation.
Automated Control
A precision ultrasonic cleaning tank typically incorporates three other features: heat to optimize chemistry performance and, thus, cleaning effectiveness; a filtration loop to remove particulates and extend bath life; and a surface sparge to skim floating soils to a separate chamber, or weir, prior to the removal of cleaned parts. A fourth feature that may be important is automatic chemistry control, which can be enabled by conductivity monitoring and automatic replenishment. This allows a system to continuously operate within the validated range (instead of periodic, manual control).
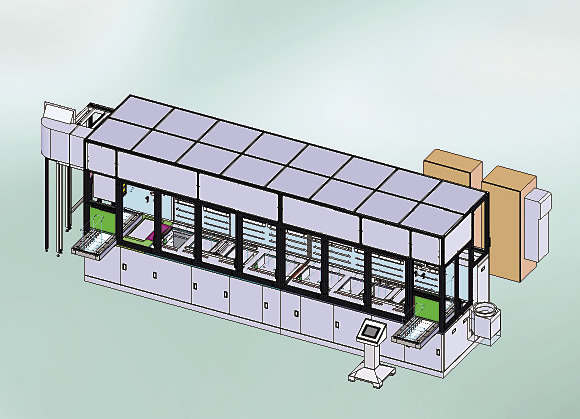
An automated precision cleaning and passivating line with system enclosure.
In an automated precision cleaning line, all of these features are controlled by programmable automation. The automation also advances each process load through each step in the program selected for that load. Most systems come with multiple automated programs. It is possible to vary the stations that a particular program includes, as well as station dwell times. Programs may be modified on the shop floor using password-protected screens. There may also be a telephone dial-in feature to make modifications or troubleshoot problems as needed.
To meet exacting verification requirements for medical parts and implants, critical process parameters, such as time, temperature and chemistry concentration, can be continuously monitored by system automation. The readings register in real time on the operator, or human/machine, interface. This interface is typically a color touch screen. Critical process data associated with these readings can be captured and stored electronically or printed as required to meet the FDA’s CFR 21, part 11 requirements. Conditions out of the allowable range can be set to alarm and register on the HMI.
Thorough Rinsing
Cleaning is followed by thorough rinsing. On a precision cleaning line, this typically means a series of two or more rinses after each different chemistry station on the line. These may be set to counterflow, which means freshwater feed is the second rinse, which backflows to feed the first. The same water is then used twice to reduce consumption while maximizing rinse performance.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion