Every person who works in a machine shop probably has at least one task they absolutely hate. Most of my work experience has been in the engineering job shop and R&D environments. For me, one task stands out above most others: shortening small screws and fasteners. I just do not like to do it.
When performing job shop work, it is common to have to shorten a handful of fasteners to complete a mechanical assembly or repair something. Setting up a machine for a simple task like shortening screws takes too much time, not to mention the challenge of gripping small fasteners in a way that allows you to handle the job quickly and cleanly.
The crux of the problem is shortening the fastener the right amount without damaging the threads while leaving a clean starting thread to ease assembly. The list of reasons is long and varied for shortening fasteners prior to using them to assemble a device or component. Among the reasons are tapped holes of insufficient depth, too many threads projecting in the wrong place, materials thicker or thinner than nominal sizes and counterbores with odd depths.

Figure 1. An offending projection is ground or filed until it is flush with the plate. All images courtesy of T. Lipton.
Over the years, technicians have come up with some quick and dirty methods for shortening fasteners. The oldest method is probably the venerable screw plate. Many old-timers’ toolboxes contain a flat plate that has an array of tapped through-holes. The idea is to thread the fastener through the appropriately tapped hole and set the desired length with a ruler or calipers. The offending projection is then ground or filed until it is flush with the plate (Figure 1).
With this method, the plate surface is the gage length of the desired fastener. After shortening, the modified screw is backed out of the tapped hole, an action that straightens the freshly shortened end and the all-important starting thread.
Screw plates works well. There are only two real drawbacks to them. First, too much time is needed to thread each fastener all the way through the plate to the desired length. Second, the screw is not clamped in any way to prevent it from rotating while hand filing. In addition, if you use a fast power tool such as an angle grinder to shorten a screw, the screw will frequently spin in the screw-plate tapped hole, changing the set length.
In an effort to find a solution to this much-despised task, I have made a few variations on the screw plate theme (Figure 2). One design provided a kind of handle to hold the fixture so the fastener could be brought to bear on a proper power tool, like a belt sander. This handle also keeps your fingers cool and safe. Unfortunately, this method, like the screw plate, sometimes allows the fastener to rotate when I least want it to.
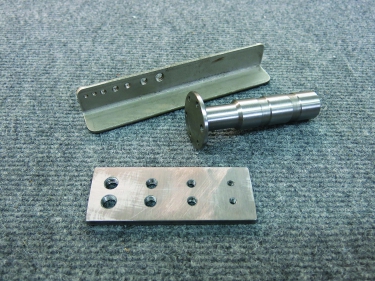
Figure 2. In an effort to find a solution to shortening projections, I have made a few variations on the screw plate theme.
My best solution to date has been of the tubular variety. I drilled common rectangular steel tubing (1"×3") and tapped one tube wall to accept the particular screw size (Figure 3). One wall of the tube is split exactly through the center of the tapped hole to form a vise-like jaw to secure the screw.
A clamping screw and knob arrangement then allows me to open the split tube wall more than the body diameter of the screw. This allows me to quickly insert the fastener into the threaded hole and set the desired length. Then, tightening the knob, the fastener is clamped firmly in the jaws, preventing it from rotating and changing length during the shortening procedure.
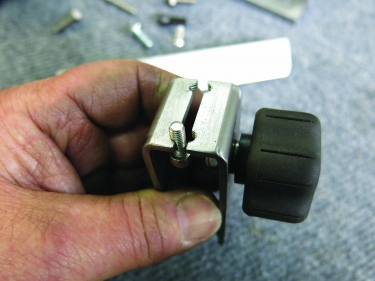
Figure 3. My best solution to date: I drill common rectangular steel tubing (1"×3") and tap it to accept the screw size.
This whole contraption, which also provides a solid handle to hold onto, makes belt-sanding screws to length a cinch. After shortening, the screw can be backed out of the holder to help straighten that all-important starting thread.
It would be really annoying to have to stop in the middle of a job and make a new holder for another-sized fastener. To increase productivity, I invested the additional time up front and made a set of all the common screw sizes I encounter.
Think about nuisance tasks like shortening fasteners and other pesky recurring jobs from a systems perspective. If there is some problem that siphons your time and productivity, create a system to eliminate or streamline that task. It might be something as simple as a holder like the one described.
Related Glossary Terms
- filing
filing
Operation in which a tool with numerous small teeth is applied manually to round off sharp corners and shoulders and remove burrs and nicks. Although often a manual operation, filing on a power filer or contour band machine with a special filing attachment can be an intermediate step in machining low-volume or one-of-a-kind parts.
- fixture
fixture
Device, often made in-house, that holds a specific workpiece. See jig; modular fixturing.
- flat ( screw flat)
flat ( screw flat)
Flat surface machined into the shank of a cutting tool for enhanced holding of the tool.
- tap
tap
Cylindrical tool that cuts internal threads and has flutes to remove chips and carry tapping fluid to the point of cut. Normally used on a drill press or tapping machine but also may be operated manually. See tapping.
Author

Tom Lipton is a career metalworker from the San Francisco Bay area who has worked at various job shops. For more information, visit his blog and YouTube video channel.
