At the National Tooling and Machining Association Plant Managers Roundtable, held Feb. 8 in Phoenix, Jeff Estes, director of Partners in THINC at Okuma America Corp., Charlotte, N.C., discussed the advantages and challenges of shop-floor automation. Estes focused on technologies that support automation and make it effective, rather than on specific automation equipment, such as bar feeders, robots and flexible manufacturing systems (FMS).
One such technology that’s important for supporting automation is gaging, or measuring, the final product with a probe to ensure it meets specifications.
“Probing is a technology that’s been used for over 30 years to give us immediate feedback on the part we thought we made versus what we really made,” Estes said. “It helps us decide if the machine did what we told it to do, and, if not, tells us how we should go back and adjust it.”
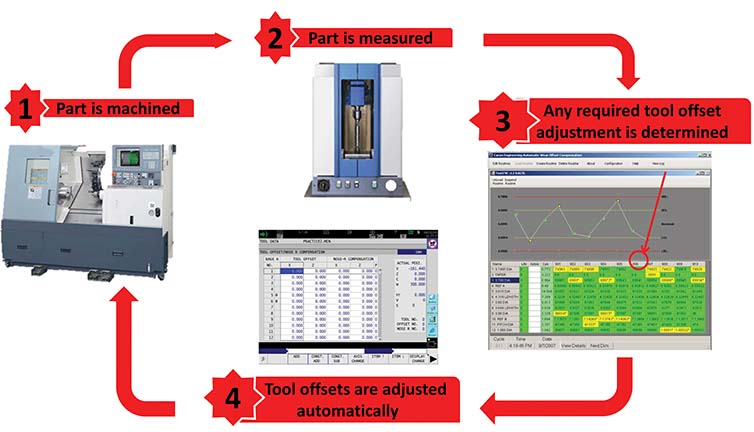
A CNC machining automation feedback loop with gaging, statistical process control
and auto-compensation technology. Image courtesy of Okuma America.
For automated systems, he said, rather than stop the automation so a person can go in and make the adjustment, a method is needed to close the loop so the system itself will make the adjustment. One way is with a probe that’s used in an unconventional manner. When you add a new fixture or put a part in the machine, you can use the probe to identify your datum position on that part, determine the distance from the machine’s coordinate system and offset the machine by zeroing it to the tool for the current job, Estes said. “It’s the same probe, it’s the same software, you didn’t have to buy anything new, but you just used it in a different way.”
By using “smart” gages with digital outputs connected to statistical process control software, end users can plot trends, Estes said. If the software predicts that part quality is trending outside an acceptable range, it communicates this information to the machine, telling it to make an adjustment via auto-compensation software.
At the same time, gaging can assist tool management by tracking how many parts a tool machined, the number of adjustments required and the amount of tool load, and then adapt the feed rate to stay within an ideal range to maximize tool life. This approach may call for adaptive systems monitoring, another readily available technology.
Although these technologies have existed for 10 to 15 years or more, parts manufacturers now need to link them together in a logical flow as part of the Industrial Internet of Things, according to Estes.
Even with automation, human inputs will be required. For example, most manufacturers will require human intervention to change to new setups for different parts.
“With automation, you’re probably not going to be able to eliminate this need completely, but you definitely can reduce it, maybe through an FMS or other system that makes the tools, agile workholding and parts all available in your line storage systems,” Estes said.
In working toward automated systems, he first recommends reducing human inputs for the more-robust and routine systems. “Then use your limited resources and the more-advanced human interactions to deal with newer, less-defined processes and new parts,” he said.
Without doing this kind of preparation up front, you can’t optimize your automation, he said, “and you may be very disappointed in what the automation does for you.”
Contact Details

Related Glossary Terms
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- feed
feed
Rate of change of position of the tool as a whole, relative to the workpiece while cutting.
- fixture
fixture
Device, often made in-house, that holds a specific workpiece. See jig; modular fixturing.
- flexible manufacturing system ( FMS)
flexible manufacturing system ( FMS)
Automated manufacturing system designed to machine a variety of similar parts. System is designed to minimize production changeover time. Computers link machine tools with the workhandling system and peripherals. Also associated with machine tools grouped in cells for efficient production. See cell manufacturing.
- process control
process control
Method of monitoring a process. Relates to electronic hardware and instrumentation used in automated process control. See in-process gaging, inspection; SPC, statistical process control.
- statistical process control ( SPC)
statistical process control ( SPC)
Statistical techniques to measure and analyze the extent to which a process deviates from a set standard.
Author

Holly B. Martin is a science writer and technical copywriter based in Winchester, Va. For more information, visit www.hollybmartin.com.
