END USER: Amsted Rail – Brenco Inc., (804) 732-0202, www.amstedrail.com
SOLUTION PROVIDER: Jorgensen Conveyors Inc., (800) 325-7705, www.jorgensenconveyors.com
CHALLENGE: Eliminate bushy stringers from repeatedly jamming chip conveyors.
SOLUTION: A chip conveyor with a dual-belt conveyor that reduces or eliminates jamming problems.
When it comes to turning the modified 8720 steel needed to produce railroad bearings, Amsted Rail – Brenco Inc. effectively handles the task. However, the manufacturer has struggled to convey the bushy stringers generated by its turning operations.
The bundles of chips consistently jammed the conveyors, said Mark Vieira, machining process engineer for the Petersburg, Va., company. “I would see maintenance people put a pipe wrench on the motor shaft to force the conveyor past the jam. That’s not the best way to clear a jam.”
Partly as a result of that activity, he added, the conveyors were falling apart after a couple of years of around-the-clock operation.

Jorgensen’s MunchMan II chip conveyors are well-suited for the long, stringy chips that Amsted Rail – Brenco generates when turning bearings. Image courtesy of Amsted Rail – Brenco.
Because the previous conveyors were attached to each machine tool above the coolant tank, a large quantity of chips and debris fell into the approximately 200-gal. (757 L) tanks. The company had to clean the tanks every 3 months, Vieira said. “We would lose 96 hours of production per machine each year to clean our coolant tanks during regular working hours.”
He added that Amsted Rail – Brenco has eight Murata MW400 and three MW200 twin-spindle CNC chucker machines.
Vieira researched replacement conveyors and learned about the MunchMan II chip conveyor from Jorgensen Conveyors Inc., Mequon, Wis., while attending IMTS. The MunchMan II employs a dual-belt conveyor arrangement that reduces or eliminates material conveyance and conveyor jamming problems, the company says.
The twin-belt arrangement is at the lower curve and through the incline and chip discharge sections of the conveyor. One belt runs over the top of the other in the opposite direction to pull the chips, Vieira explained. The design flattens the stringers to help avoid conveyor jams and provide more capacity in the chip hoppers. (A video is available at www.tinyurl/k6ncy5c.)
“After I saw the Jorgensen conveyor, and that it was designed for the type of material we run, I didn’t consider going with any other conveyor,” Vieira said.
Jorgensen engineers visited Amsted Rail – Brenco to measure the machines and coolant tanks. They contacted the machine tool builder to help accurately fit 11 conveyors to the machines and provided drawings for customer approval prior to installation, Vieira said. “It took about a year until everything was done.”
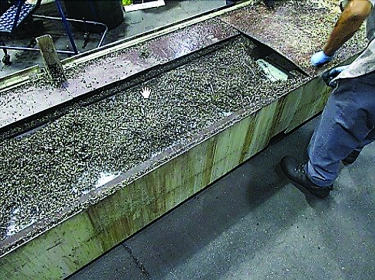
Amsted Rail – Brenco’s previous chip conveyors would cause a coolant tank to fill with chips and require cleaning every 3 months. Image courtesy of Amsted Rail – Brenco.
The Jorgensen chip conveyors also came equipped with a Jam Manager, or UVS-EcoLogic, control. Suppose something falls into the conveyor or the quantity of the bushy chips jams the conveyor. With the control, the conveyor will automatically back up and move forward three times to try and clear the jam before stopping, Vieira said. If needed, the jam can then be cleared manually.
“This saves our conveyors from being damaged because of forcing the conveyor to pass the jam through,” Vieira said. “This improvement, along with regular maintenance, should afford us a much longer chip-conveyor life. Our old chip conveyors lasted 3 years.”
In addition, the control allows the conveyors to run intermittently. “I have them set to run a minute forward, then stop for a minute and a half to drain coolant. We save a little bit on coolant and carry out,” Vieira said.
Instead of cleaning the coolant tanks every 3 months, the Jorgensen conveyors enable the railroad bearing manufacturer to clean the tanks once a year during normally scheduled shutdown weeks, Vieira said.
“We don’t lose any production time for coolant tank cleaning,” he said, adding that 24/7 production has slowed to two 10-hour shifts, 4-to-5 days a week, with some Saturday production. “Only having to clean the tanks once a year means we also reduced our coolant tank hazardous waste removal by 75 percent.”
Contact Details
Related Glossary Terms
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- sawing machine ( saw)
sawing machine ( saw)
Machine designed to use a serrated-tooth blade to cut metal or other material. Comes in a wide variety of styles but takes one of four basic forms: hacksaw (a simple, rugged machine that uses a reciprocating motion to part metal or other material); cold or circular saw (powers a circular blade that cuts structural materials); bandsaw (runs an endless band; the two basic types are cutoff and contour band machines, which cut intricate contours and shapes); and abrasive cutoff saw (similar in appearance to the cold saw, but uses an abrasive disc that rotates at high speeds rather than a blade with serrated teeth).
- turning
turning
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.
Author

Alan holds a bachelor’s degree in journalism from Southern Illinois University Carbondale. Including his 20 years at CTE, Alan has more than 30 years of trade journalism experience.
END USER: Amsted Rail – Brenco Inc., (804) 732-0202, www.amstedrail.com
SOLUTION PROVIDER: Jorgensen Conveyors Inc., (800) 325-7705, www.jorgensenconveyors.com
CHALLENGE: Eliminate bushy stringers from repeatedly jamming chip conveyors.
SOLUTION: A chip conveyor with a dual-belt conveyor that reduces or eliminates jamming problems.
