By setting up tools outside the machine, a shop can increase its production without purchasing another machining center.
 Operator Robert Finegan prepares to preset a roughing head with the KPT Diaset contact presetter on the workbench at Quality Machining Co., Columbus, OH. |
|
All too often, shops invest hundreds of thousands of dollars in a new machining center to increase production, when they could accomplish the same thing with existing machinery at a fraction of the cost. Many machines cut metal less than 50% of the time during working hours—even less in a flexible manufacturing environment where part runs are generally short. For the rest of the time, these machines sit idle while their operators are setting up tools in the spindle. Instead of purchasing an additional machining center, a shop can invest in equipment that allows it to set up tools outside the machine, so the spindle can make chips while the next tool is being adjusted and prepared.
Some shops, unaware of the capabilities and cost efficiency of today’s tool-presetting equipment, have dismissed offline adjustment as an expensive extravagance. However, setting up tools on a machine tool essentially means using the machine tool spindle as a “presetter”—a very expensive presetter. For example, consider a shop running four CNC mills for two shifts per day at a shop rate of $40 per hour. If each operator takes only 1 hour per shift on each machine for tool setup, the shop is losing about $320 per day, or $80,000 per year, to spindle downtime. And if this setup time isn’t sufficient to ensure optimal cutting conditions, short tool life and scrapped parts will quickly erode profits.
If this shop used tool-presetting equipment, then the operators wouldn’t have to waste valuable spindle time touching off tools or making trial cuts. Instead, they could preset tools for the next operation or reset tools after changing inserts while the machine continues to run. As a bonus, the operators could preset cutters with adjustable pockets for a balanced chipload, rather than setting these indexable tools on the machining center, which is very time-consuming.
Many shops have found that routine use of offline tool- presetting equipment significantly reduces spindle downtime and keeps their machine tools producing quality components. Offline adjustment of boring-bar length and diameter can reduce tool-changeover time at the machine spindle from 15 minutes to less than 1 minute. On CNC lathes, similar reductions in setup times are routinely achieved. With tools that require a length-only setup, shops can realize a reduction in setup time from 5 minutes to less than 1 minute per tool.
Presetter Selection
Tool-presetting equipment can cost hundreds of thousands of dollars; even the most basic system can cost thousands of dollars. Therefore, it is very important to select a model that will maximize setup efficiency. To choose the presetter that best suits your requirements, you first must determine the maximum tool length (z-axis) and diameter (x-axis) that will be measured. This will determine the presetter travel capacity that will be necessary to measure your full range of tools. If you anticipate using larger tools in the future, you may want to get a system that is slightly larger than your current requirements.
Next, consider the tolerances that must be held in your machining operations. How accurate and repeatable does the presetter need to be? Precision to within 0.0001" is available, but it makes sense to buy no more than what your operation requires. A presetter with a 0.0001" accuracy, for example, will typically result in cuts with a 0.0001" accuracy.
Finally, consider the different tool shanks used in your operations. The presetter should be fixtured for the shanks you run, whether they be standard V-flange, DIN-standard, BT-flange, NMTB, or lathe tool shanks. Adapters are available for a variety of tool shanks and toolholding systems.
Contact vs. Noncontact
With information on lengths, diameters, precision, and shanks, a quality tool-presetter vendor can help you select the most cost-effective measuring system for your operation. Two classes of presetters are available: contact and noncontact.
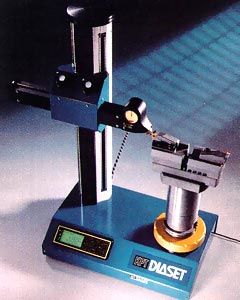 Figure 1: The KPT/Diaset™ contact presetter has a large digital readout and a data memory with capacity for 15 separate zero points. |
|
Contact presetters range in cost from about $5000 to $10,000. They use a probe that touches the tool to make measurements. Contact presetters may achieve overall accuracy of less than 0.0005" and check runout to less than 0.0003" TIR (Figure 1).
The magnetic-scale technology associated with some earlier models of contact presetters is outmoded. Glass scales and encoders now offer many advantages and much finer resolutions than their magnetic-scale predecessors. Magnetic scales output a digital pulse and have a fixed resolution (generally 0.000500"); glass scales output an analog signal that allows the readout electronics to be configured in such a way that enables the manufacturer to select the resolution. Most presetter vendors resolve the analog pulse to 0.000040", but a few very high-precision systems offer resolution as low as 0.000019".
Because they are more sophisticated, noncontact (optical) units generally cost more than contact presetters. However, noncontact presetters are now more cost-efficient than ever before. In the past, a basic projector-type tool presetter cost more than $30,000; today, a benchtop projector-based system can be purchased for less than $15,000.
By using shadow graphs, noncontact presetters provide a view of the tool profile for both inspection and presetting. Users of these systems can measure tool length and diameter, calculate nose radii and angles, and detect damaged or unusable cutting edges. Noncontact presetters minimize the possibility of chipping the tool’s cutting edge when setting the tool-offset distance. They also allow the user to monitor and statistically document tool runout in the holder—even in hollow mills, trepanning tools, and short tools that cannot be monitored by using contact presetters.
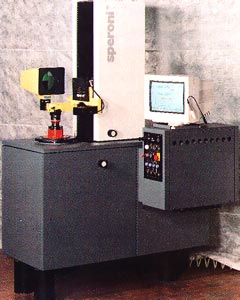 Figure 2: The KPT/Speroni Model STP-56 high-precision noncontact presetter can position accurately within 0.000040". |
|
The technological innovation of vision-based tool measurement, combined with faster computers, has taken the art of highly precise tool-inspection to new levels. They can position accurately within 0.000040", even when measuring tool diameter. Only the most accurate systems will have a resolution this fine. Because presetters measure radially from the centerline of the spindle out and double the value for diameter, a 0.000020" resolution on the radius is required to provide a 0.000040" on the diameter. These highly precise noncontact systems also will have a maximum TIR at the full travel length of the presetter of 0.000078" or less (Figure 2).
Noncontact presetters are recommended for most computer-integrated-manufacturing applications, including flexible manufacturing systems and manufacturing cells. While it is possible to interface contact presetters to computer systems, contact units are more commonly used in cell-based applications where tools are set up only when inserts wear out.
Use of a noncontact presetting unit is also preferred for operations using toolroom-management systems to reduce tool-management time. Optical presetting becomes essential for high-speed machining and for operations where it is important not to touch the tool or where it is necessary to view and evaluate the integrity of the cutting surface.
Design Criteria
After you’ve made the choice between a contact and noncontact instrument, you should consider two design criteria in selecting a tool presetter for precision applications. First, to measure a tool accurately, you must hold the tool accurately. Look for a presetter spindle with a high level of rigidity and minimal runout. High-force retention-knob clamping is essential for the presetter to consistently duplicate the way the tool seats in the spindle. The highest degree of error in accuracy and repeatability that you could have with a tool presetter is the sum of the linear positioning error and spindle rotational error. Be sure that the positioning error is stated in the manufacturer’s specifications in a diameter measurement mode, not radially. A radial measurement must be multiplied by 2 to calculate the diameter, thereby doubling any stated error.
Second, to measure a tool as accurately in a presetter as you would in a machining center, find a tool presetter constructed to the standards established for machine tools. The ideal presetter will be manufactured from aged cast iron, just as your machine tool is. Also consider the damage your shop-floor environment might do to your presetter: An enclosed design provides dust protection for sensitive parts and makes the unit easy to clean. Such a sealed design may be essential, considering the coolant mists, welding or iron contaminants, and temperature changes that can interfere with the instrument’s ability to provide repeatable and accurate measurement.
Temperature changes can cause significant problems. A steel workpiece 39" long expands 0.000433" during a short-term temperature change of 2.2°F. Aluminum expands substantially more, cast iron somewhat less; granite remains almost the same size. The wide variances in these coefficients of expansion suggest that, in the absence of an extremely well-controlled environment, it is not advantageous to have steel permanently fastened to granite or to have any dissimilar materials fixed or attached.
A tool presetter constructed solely of one material such as aged cast iron is generally more costly to manufacture and, therefore, may carry a higher price tag. However, this initial investment will be less expensive than the cost of creating a temperature-regulated environment in the shop or allowing significant measurement errors in the manufacturing process. A temperature-stable structure will prevent changes that could cause distortion in the linear axis or in the positioning of the guideways, thereby assuring that long-term repeatability and accuracy will not be compromised.
Presetter Features
Once you’ve found a presetter construction that suits your shop-floor environment, evaluate the features that your system should include. Consider the following list of functions that are important to entry-level and cell-based users:
- Although it’s always prudent to verify the linear gage references when tolerances are tight, machine-axis home position saves you the trouble of having to calibrate the system every time you turn on the power. This is an added bonus of the more sophisticated readouts that are generally available only on presetters equipped with glass-scale and glass-encoder technology.
- In addition to larger numbers and buttons, digital readouts are now available with data memory for many different zero points. Rather than actually performing the calibration for a tool-shank changeover, you can simply select a different zero point from the memory.
- Many presetters have the ability to switch back and forth from inch to millimeter, from radius to diameter, and from incremental to absolute measurements from a known gage point.
- You may require a presetter that allows fine adjustment of any distance along the z- and x-axis within the unit’s full range of travel. You may also need to be able to make geometrical calculations and store tool data in the presetter’s memory or in your own database.
- A built-in label printer or computer connection allows you to print labels that may be affixed to tools, keep preset data handy for use at the machine, or download tool-offset data through a direct-numerical-control interface system or directly to machine tools.
One presetter may be enough for a shop with a lot of machines if operations don’t change often. But a shop with only a few machines that handle short part runs may have operators waiting in line to preset their tools.
Whatever the specifications of your operation, a carefully selected tool-presetting system can increase shop efficiency and enhance production of quality components. It will help your machine tools do what you purchased them to do—make chips.
About the Author
Richard McCarthy is national product manager, tool-presetting and tool-measuring systems, at KPT Kaiser Precision Tooling Inc., Elk Grove Village, IL.
Related Glossary Terms
- calibration
calibration
Checking measuring instruments and devices against a master set to ensure that, over time, they have remained dimensionally stable and nominally accurate.
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- lathe
lathe
Turning machine capable of sawing, milling, grinding, gear-cutting, drilling, reaming, boring, threading, facing, chamfering, grooving, knurling, spinning, parting, necking, taper-cutting, and cam- and eccentric-cutting, as well as step- and straight-turning. Comes in a variety of forms, ranging from manual to semiautomatic to fully automatic, with major types being engine lathes, turning and contouring lathes, turret lathes and numerical-control lathes. The engine lathe consists of a headstock and spindle, tailstock, bed, carriage (complete with apron) and cross slides. Features include gear- (speed) and feed-selector levers, toolpost, compound rest, lead screw and reversing lead screw, threading dial and rapid-traverse lever. Special lathe types include through-the-spindle, camshaft and crankshaft, brake drum and rotor, spinning and gun-barrel machines. Toolroom and bench lathes are used for precision work; the former for tool-and-die work and similar tasks, the latter for small workpieces (instruments, watches), normally without a power feed. Models are typically designated according to their “swing,” or the largest-diameter workpiece that can be rotated; bed length, or the distance between centers; and horsepower generated. See turning machine.
- lathe bit ( lathe tool)
lathe bit ( lathe tool)
Cutting tool for lathes and other turning machines. Normally a single-point cutting tool, square in cross section and ground to a shape suitable for the material and task. Intended for simple metal removal, threading, slotting or other internal or external cutting jobs. Clearance to prevent rubbing is provided by grinding back rake, side rake, end relief and side relief, as well as side- and end-cutting edges.
- machining center
machining center
CNC machine tool capable of drilling, reaming, tapping, milling and boring. Normally comes with an automatic toolchanger. See automatic toolchanger.
- total indicator runout ( TIR)
total indicator runout ( TIR)
Combined variations of all dimensions of a workpiece, measured with an indicator, determined by rotating the part 360°.
- trepanning
trepanning
Drilling deep holes that are too large to be drilled by high-pressure coolant drills or gundrills. Trepanning generates a solid core and normally requires a big, powerful machine. Shallow trepanning operations can be performed on modified engine or turret lathes or on boring machines. See boring; drilling; spade drilling.