Have you ever set up a job on a machine only to find that the setup caused an overtravel alarm or—worse—a collision? If so, you may have had to tear down the setup and replace it with a new one, or you may have had to reprogram toolpaths. You may even have had to transfer the job to another machine.
Careful planning can prevent having to perform such tasks.
When planning a new job, you must consider a lot of components, including the machine, stock, fixturing, cutting tools and holders, and toolpath programming. All of these components must be considered carefully and before the machining process begins to safely and efficiently produce the finished part to spec. And each merits discussion. Due to limits of space, though, this column focuses on just fixtures.
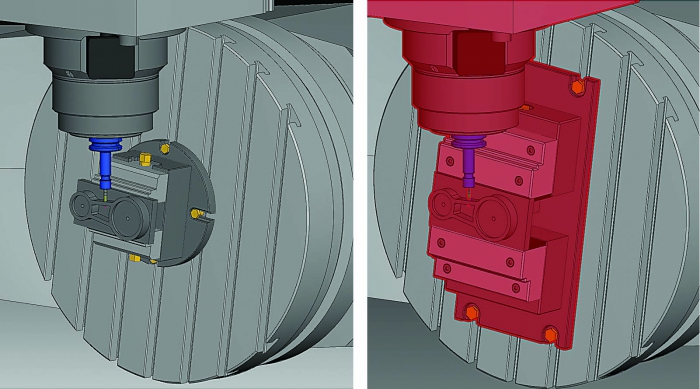
Simulation packages such as the CAMplete TruePath allow users to quickly test different fixtures in a virtual machine environment. Image courtesy of CAMplete Solutions.
The primary objective of a fixture is to hold a workpiece with enough force to machine it, but without so much force as to damage it. That aside, the fixture is an obstacle. It occupies space in the machine’s work envelope, which limits the safe, reachable zone that can be accessed by the tool. This is especially true in 5-axis machining.
In both 3-axis and 5-axis machining, the height of the fixture effectively reduces the usable range of the Z-axis. In 5-axis machining, this challenge goes a step further. As a part is tilted and rotated, the height of the fixture gets projected onto the XY plane of the work envelope. At the extreme, where the part is tilted by ±90°, the full height of the fixture is projected onto the X- or Y-axis, or both, greatly reducing the usable range of these axes. Extreme tilting can cause unexpected overtravel that could have been prevented.
Not only does poor fixture design lead to overtravel issues, it can also result in collisions. This is true of any 3-, 4-, or 5-axis machine. (I’m sure you’ve seen videos of tools being snapped by bolts holding edge clamps on 3-axis machines.)
Consider a 3-axis machining scenario where all the machined features are above the fixture components. You have little to worry about if you’ve correctly selected the work offsets, correctly set the tools and double-checked the NC program. But, in 5-axis machining, it’s a completely different story.
In 5-axis machining, once the part starts to tilt and rotate, you must ensure that your tool and/or holder don’t smack the fixture.
And don’t forget to keep an eye on the spindle to make sure it doesn’t collide with your table. If the fixture is too short or the effective diameter of the setup is too small, you could find yourself needing a new spindle. Again, this situation can be avoided.
How? By designing your fixture after you’ve programmed the toolpaths. This is made possible by the use of a virtual machine.
The goal of any machine shop is to keep its equipment running. Anytime you must prove out a new program or, in this case, a fixture design, you’re not effectively using your machine. To keep equipment running, you should have the entire setup and NC program verified before sending it to a machine. This is where fixture design helps.
Simulation packages like CAMplete’s TruePath allow you to see your part, tools, holders and toolpaths, and test different fixtures in a virtual environment. If your process requires a standard vise, you can quickly swap out vises to find the one that doesn’t cause collisions or overtravel.
When designing a custom fixture, you can test different design iterations until you find one that doesn’t create problems. A virtual machining environment will show you exactly where issues might arise. It will also speed up the iterative process of fixture design, allowing you to get a job on the machine quicker than expected.
Being able to test a fixture design in a virtual environment is a great resource, but you have to be sure that what you’re testing matches what’s actually going to happen.
With CAMplete TruePath, for instance, machine builders provide the machine models and data. Therefore, the setup in the virtual environment will accurately reflect what happens in the machine.
Related Glossary Terms
- fixture
fixture
Device, often made in-house, that holds a specific workpiece. See jig; modular fixturing.
- numerical control ( NC)
numerical control ( NC)
Any controlled equipment that allows an operator to program its movement by entering a series of coded numbers and symbols. See CNC, computer numerical control; DNC, direct numerical control.
- toolpath( cutter path)
toolpath( cutter path)
2-D or 3-D path generated by program code or a CAM system and followed by tool when machining a part.
- work envelope
work envelope
Cube, sphere, cylinder or other physical space within which the cutting tool is capable of reaching.
Author

Ivan Mikesic is the technical support manager at CAMplete Solutions Inc., Kitchener, Ontario. For more information, call (519) 725-2557 or visit www.camplete.com.
