Optimization for hire
Optimization for hire
CNC programmer looks for ways to produce more parts in less time—and hopefully reduce operating costs for customers long the way.
By CGTech Inc.
As a CNC programmer for the proposal engineering department at Ingersoll Cutting Tool Co. in Rockford, Illinois, Mike Gampetro spends his days improving machining processes for customers. There could be an Inconel part for which he suggests ways to increase tool life, or it might be a long runner where every second of cycle time counts. No matter the situation, his job is to generate ideas that his customers can use to produce more parts in less time — and hopefully reduce operating costs along the way.
His company, which does business as Ingersoll Cutting Tools, helps machine shops of all sizes. One of the tools that provides no-cost assistance is Vericut toolpath simulation software from Irvine, California-based CGTech Inc.
"In most cases, a customer sends me their Vericut file and hopefully the NC program together with a tool list," Gampetro said. "I'll look at the existing metal removal rate, the cycle time, and make recommendations on how they can improve the process."

CNC Programmer Mike Gampetro looks for better ways to machine parts. Image courtesy of Ingersoll Cutting Tools
He often needs to reprogram a job from scratch. When that happens, he runs a comparison between his revised cycle time and the legacy program. Vericut validates his recommendations. When done, he sends a revised tooling list, along with screenshots of the process, to the customer. If it has Vericut — he said most clients do — he includes a Vericut file in the package as well.
The results are worth the effort. Gampetro is able to reduce most cycle times by at least 15%, with some enjoying 50% or greater improvement. Although he is unable to share any customer names, he noted that a well-known manufacturer of aerostructures in the Seattle area was one of the latter examples.
"Some of our customers are producing very large, complex parts with cycle times of 40 hours or more," he said. "Even a modest improvement pays huge dividends in these instances."
Gampetro has been in his programming position for several years, but his experience with Vericut goes back far longer. He started as a production programmer for Ingersoll Cutting Tools in 1991, and the company has used the toolpath simulation software at its own shop for more than two decades.
"We have extensive capabilities here and machine a wide range of complex geometries, everything from indexable turning and milling tools to special-purpose cutters for automotive transfer lines," he said. "Every single job is run through Vericut before being released to the shop floor to verify there won't be a crash and that we have the best cycle time possible."
Ingersoll Cutting Tools also designs and manufactures a lot of custom cutting tools, which Gampetro has recommended on more than one occasion. As a recent example, he could not understand why a customer used a ballnose endmill to surface the bottom of a deep slot. After speaking to the programmer at the client, Gampetro learned that it did not have a standard slotting cutter that could do the job, so it was making do with what was on hand.
"All they needed was another 0.5" (12.7 mm) of reach, so we designed a special tool," he said. "It made a huge difference on the cycle time, not to mention much better tool life."
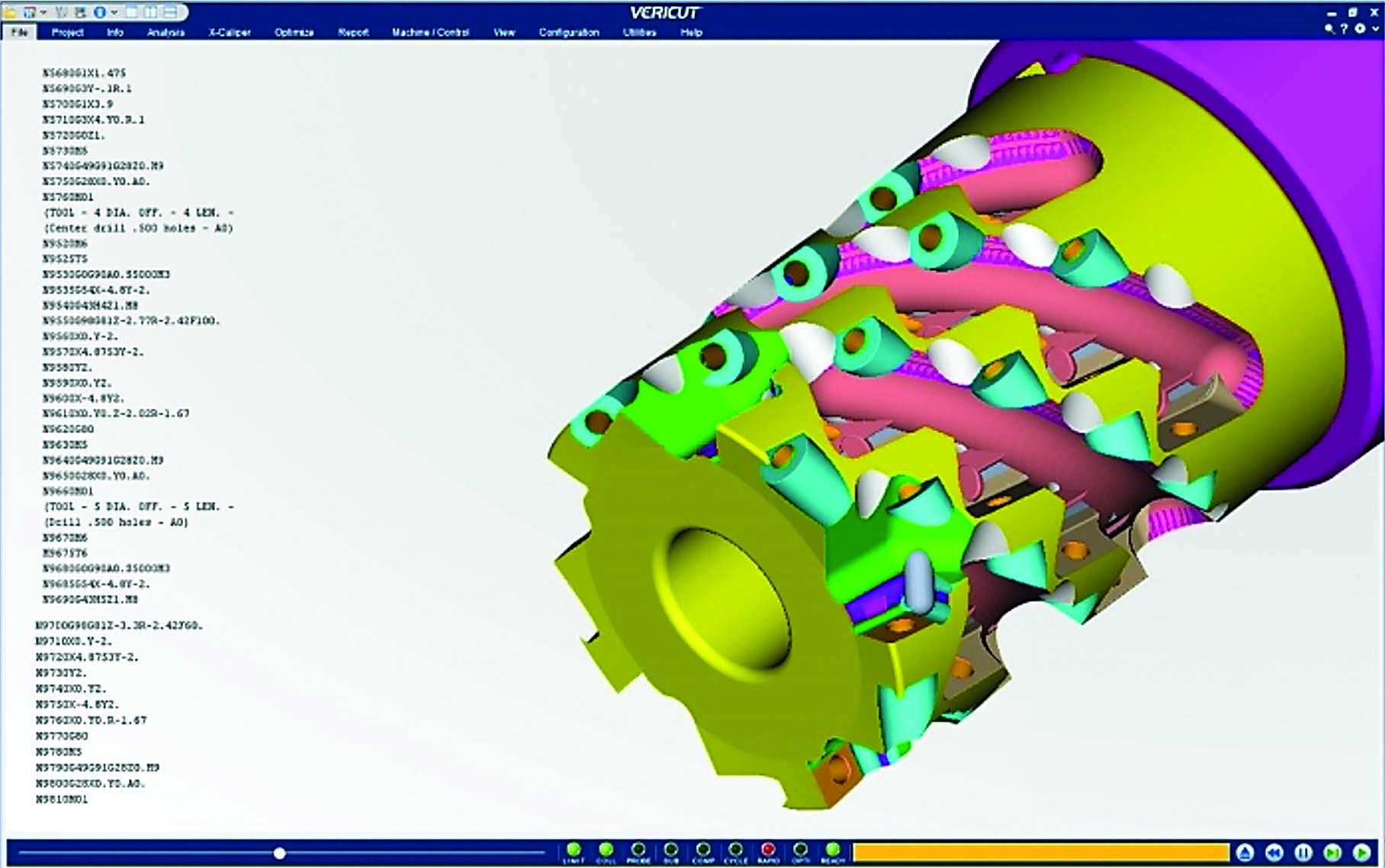
Accurate simulation of machining processes is possible through realistic 3D modeling of all cutting tools, workholders and CNC equipment. Image courtesy of Ingersoll Cutting Tools
Gampetro said this situation was not unusual. Despite the best intentions, machine shop personnel everywhere are pushed to run jobs as quickly as possible, and shortcuts sometimes are taken. This is
especially true at job shops, where optimization frequently is less of a concern than machine uptime.
"They'll run into a hiccup," he said, "do a workaround to solve it, and then all of a sudden what should have been a really good NC program ends up taking longer than necessary."
Customers do not always like what Gampetro tells them. One shop came to him with an NC program for a 15-5 PH stainless steel part that made extensive use of trochoidal milling strategies. When he reprogrammed the job to use plunge milling for a pocket roughing routine, the client balked.
"They said plunge milling is old-school," he said. "And even after I showed them the simulation, which reduced the cycle time by 40 minutes, they insisted that trochoidal toolpaths are more efficient. So we ordered a block of 15-5 PH
stainless, set it up at our tech center and invited them to watch. Fortunately, most of our customers don't need that level of proof and become believers after seeing the Vericut simulation."
Sometimes there is no problem with a job — only an opportunity to leverage newer cutting tool technology. When a machine shop has run the same job or material for years, it is easy to become complacent. A fresh set of eyes can evaluate a machining process so higher-performing strategies can be used.
Gampetro said this is not a backward sales pitch designed to sell cutting tools. He does recommend Ingersoll's cutting tools when appropriate, and custom-designed cutters often yield significant benefits. But if legacy tooling gets the job done, then a customer by all means should stick with what works.
"I've found many times that people will program a part, prove out the process, and no one will touch it for years and years," he said. "It's so easy to go back in and reprogram something and show them where they can improve. I don't even push the tools as hard as I could, and (I) use conservative feeds and speeds so that the customer can make additional improvements once they get the job back on their own machine. Even so, most of our customers are very happy when they leave here. Vericut is a big part of that."