The new ‘carbide’ saw: Inspection Efficiency
Production and application of cermet-tipped circular saw blades continues to grow, eating into carbide's market share.

Courtesy of Tru-Cut Saw
A TiCN-coated cermet-tipped saw from Tru-Cut Saw.
Production and application of cermet-tipped circular saw blades continues to grow, eating into carbide’s market share.
Cermet is well established in metalworking—the first cermet patent was issued in 1930. However, many shops aren’t fully aware of the cutting tool material’s advantages compared to carbide when circular sawing metal, especially low-carbon steel. That’s changing, however, as more U.S. saw makers introduce cermet-tipped saws and end users learn about cermet saws’ long life and their ability to achieve a high level of squareness and impart a fine surface finish while providing high process reliability, abrasion and oxidation resistance, chemical stability and high hardness at high temperature.
Cermet is a composite material composed of ceramics, such as titanium carbide, titanium nitride and titanium carbonitride, and metals, such as molybdenum carbide and tungsten carbide, which are bonded with cobalt and nickel. Cermet is usually recognized as an intermediate material between cemented carbide and ceramic. “The recipe is unique to each manufacturer,” said Chris Mckenna, product manager for Ceratizit (Mamer) Luxembourg S.àr.l., a manufacturer of cermet and tungsten-carbide saw teeth and metalcutting tools.
Around a decade ago, cermet circular saws were developed in Japan, where manufacturers produced a thin-kerf, disposable design and collaborated with Japanese saw machine builders to enhance and control cutting performance. “To this day, Japanese manufacturers continue to innovate in this field with new materials and designs,” Mckenna said, “but with many new producers now entering this interesting and demanding application segment.”
Although Japanese-made cermet saws still dominate the market, U.S. saw makers have not sat on the sidelines since then as cermet saws’ market share continues to grow. “The cermet saws are replacing carbide saws and are able to run on the same machines,” said Warren Caltabiano, carbide division manager for Vollmer of America Corp., Carnegie, Pa., a builder of grinding machines, including ones designed for grinding cermet saw tips.
Grinding Cermet
According to Richard Otter, vice president of sales for Tru-Cut Saw Inc./ICO Surface Coatings Inc., the Brunswick, Ohio-based saw manufacturer and tool coating services provider noticed a need for a U.S. manufacturer of cermet-tipped saws in the late ’90s when U.S. forging companies were installing Japanese sawing machines to cut steel bars for automakers and indicated they could only buy cermet circular saw blades from Japanese suppliers. Entry into the market, however, isn’t for the faint of heart—or the budget minded.
“We had to invest over $2 million in research and development on this project with the installation of new grinding equipment and inspection stations just to produce cermet-tipped saws,” Otter said. “Our R&D team worked from 1998 to 2000 to achieve a product equal to the Japanese-style ‘throwaway’ saw to compete with them in the marketplace.”
Tru-Cut produces a standard line of cermet saws from 250mm to 630mm in diameter with 50 to 240 teeth and kerf thicknesses from 1.5mm to 3.2mm for automatic sawing machines manufactured by Tsune, Nishijimax, Amada, Kasto, Kaltenbach and Hydromat, and can make specials for cutting ferrous and nonferrous materials on any type of circular sawing equipment. “The maximum cermet-tipped saw that we can produce at this time is 1,250mm in diameter,” Otter said, but noted that the higher cost of cermet saws compared to carbide ones severely limits demand for ones larger than 630mm in diameter.
Courtesy of Vollmer
The cutting edge geometries of a cermet tip.
A cermet saw costs about 30 percent more than a comparable carbide one, according to Jim Holland, vice president of Pro-Mark Sales Ltd., Eastlake, Ohio, a distributor of saws, sawing machines and related products and a provider of cut-off sawing services. “But if I get 50 percent more blade life,” he added, “it’s a savings.”
Cermet costs more because it is harder than carbide and therefore requires grinding with diamond wheels at reduced parameters to avoid generating microcracks in the cermet. “Cermet inserts are very brittle, so we must slow our grinding process by 30 percent compared to grinding carbide inserts,” Otter said, adding that the high price of grinding wheels, coolant and cermet inserts also increases the cost.
Pasan Wanigarathne, technical director for The M. K. Morse Co., concurred that grinding cermet is challenging and said it takes 50 to 100 percent longer to grind a cermet saw with the same number of teeth as a carbide variety. The Canton, Ohio, saw blade manufacturer began offering cermet saws about 2 years ago, starting with Revolution, a 360mm disposable thin-kerf saw blade.
In addition, the tolerances are tighter for thin-kerf, ferrous-cutting cermet and carbide saw blades than for a traditional carbide saw blade, which is typically wider. Aaron Overstreet, sharpening specialist for Tsune America LLC, Columbus, Ind., noted that the Japan-headquartered company holds tighter than a 0.001 ” tolerance for its thin-kerf blades whereas the tolerance for traditional carbide saws is greater than 0.002 “. (Tsune is one of the rare companies that manufactures cutting tools and builds machine tools.)
Tsune charges the same price for its cermet and carbide saws regardless of whether the customer has a Tsune sawing machine. About 80 percent of the saws Tsune makes for its machines are cermet with the remainder being carbide, so the company has significant economies of scale, according to Mike Riebl, managing partner for Tsune America.
Fine Filtration
Overstreet emphasized the importance of properly filtering the grinding oil when producing cermet wheels because of cermet’s lower density compared to carbide, which causes cermet fines to float in the oil and takes longer to filter. “We recommend around 1-micron filtration,” he said.
Mckenna pointed out that a conventional carbide grade has a density of 14 to 15 g/cm3 vs. cermet’s 6 to 7 g/cm3 range. “If you recycle the fine particles through the process, you tend to load them back onto the grinding wheel and get a problem with heat buildup,” he said, noting that 2- to 3-micron filtration of grinding sludge particles is typical.

Courtesy of M.K. Morse
M.K. Morse’s Revolution cermet-tipped saw cuts a solid steel bar.
To prevent the wheel, which is usually a specialized resin-bond wheel that has an increased 240- to 300-mesh size, from becoming clogged, proper wheel dressing is critical. An element in cermet’s composition makes it more susceptible to clogging. “Nickel, when it gets hot, gets very sticky, and that nickel tends to smear between the wheel’s diamond particles,” Mckenna said. “Then, the diamond is not free cutting.” That means the wheel is rubbing more than grinding, causing friction that generates heat that, in turn, produces microcracking.
Mckenna added that to minimize the risk of microcracking and the amount of grinding after a saw maker brazes cermet tips to the saw body—which must be rigid, extremely flat and well tensioned—the tips are pressed to a near-net shape. “There is still quite a lot of grinding,” he said. Mckenna noted that to minimize heat when brazing, special braze alloys are used, sometimes with a high-silver content, with a lower melt temperature of 670° to 690° C.


Courtesy of Tsune
A cermet tip (left) and a carbide one show geometric similarities and differences.
Tip Top
Minimizing the amount of heat when creating the edge preparation on a cermet tip also benefits saw life. Rather than using a diamond or other type of brush to generate a hone and increase edge strength, Mckenna recommends waterjetting it. “It takes a bit longer, but it gives a very uniform radius,” he said, suggesting a 0.5μm to 1.5μm edge hone.
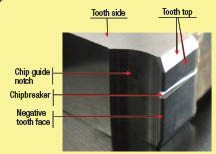
Other tip geometries play significant roles and are determined by a host of factors, including type of machine, sawing parameters, coolant application and the type of workpiece material. Using a special diamond wheel for grinding cermet to create the geometries, a cermet saw’s basic tooth angles are the triple-chip grind, the alternate top bevel grind and the notch grind, according to Otter. The triple-chip grind has a high tooth called a raker tooth, which is 0.006 ” to 0.015 ” higher than the low tooth, and has 45° bevels that help the tooth cut through metal. The ATB grind, which is for cutting thin-wall tubing, has 45° bevels on every other tooth, but the tops are ground equal. The tops are also ground equal on the notch grind, but they have a chipbreaker on the tooth face. The latter is suitable for sawing solid bars or tubing. “The notch grind is for high-performance machines running at high speeds and feeds,” he said. “For the most part, the angles stay the same whether the customer is cutting with a carbide- or cermet-inserted saw blade.”
Workpiece Considerations
Similar to how nickel bonds to a diamond wheel when grinding cermet, cermet has an affinity for nickel in workpiece materials. That causes nickel to bond to cermet teeth, causing tooth galling and reducing tool life when sawing stainless steel and nickel-base superalloys. “When cutting stainless, we recommend using a carbide-tipped blade rather than a cermet-tipped blade,” said Tsune’s Overstreet.
According to M.K. Morse’s Wanigarathne, however, cermet material advances have made sawing stainless with cermet more appropriate. Those advances include reducing the material’s grain size, improving the saw blade manufacturing process and changing the material’s properties by adding tantalum, molybdenum and other alloying elements. “People thought at the beginning that machining stainless steel was not a suitable application for cermet, but now you can do it,” he said.
On the other hand, a cermet saw is highly suitable for cutting low-carbon steel. “The customer will see optimal cutting life when sawing carbon and alloy steels with less than 0.40 percent carbon content,” Tru-Cut Saw’s Otter said.
A cermet saw lasts about twice as long as a carbide one for those applications, according to Tsune’s Riebl. “If somebody cuts 1018 steel, we say use a cermet blade.” However, he noted that carbide is a better choice when there’s interrupted cuts, such as when sawing tubing.

Courtesy of Vollmer
A cermet-tipped saw is ground in a Vollmer CHF 270 dual-side grinding machine.
Regardless of the type of workpiece material, it needs to be firmly clamped when sawing to eliminate vibration and avoid chipping the cermet. For example, Pro-Mark Sales’ Holland indicated that the Amada CM-100 circular sawing machine the company uses for its cermet saw cutoff services clamps the workpiece from both sides and has a vertical clamp that comes down from the top onto the material being cut. In addition, the machine provides a large guide for both sides of a blade.
“When you have a thin-kerf blade, you must have a nice guide system so there’s no flexing in that blade whatsoever,” Holland said. That helps ensure a high level of squareness in the cut.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion