New approaches to machining microscale medical parts
Though machining medical microparts presents many challenges, shops that tackle the task are meeting these challenges thanks to a combination of ingenuity and technology, along with a dose of effective machining practices.
If you go back 40 years, pacemakers were so large that heart patients had to carry them around, recalled Raghu Vadlamudi, chief research and technology director at medical device manufacturer Donatelle.
Today, of course, the story is very different. Pacemakers have shrunk to the size of AAA batteries and are implanted in patients’ bodies.
Machining medical microparts presents many challenges for Donatelle, New Brighton, Minn., and the other firms that tackle the task. These challenges are met on a daily basis, thanks to a combination of ingenuity and technology, along with a dose of effective machining practices.
Smaller Medical Parts
The inexorable move toward smaller medical parts—in addition to implantable ones like pacemakers—has been driven more recently by wearable medical devices, according to Vadlamudi. The smallest parts Donatelle machines are for cardiac and eye products. The largest dimension of these parts is about 1mm (0.039″), and some have drilled holes as small as 50µm in diameter, with ±5µm tolerances.
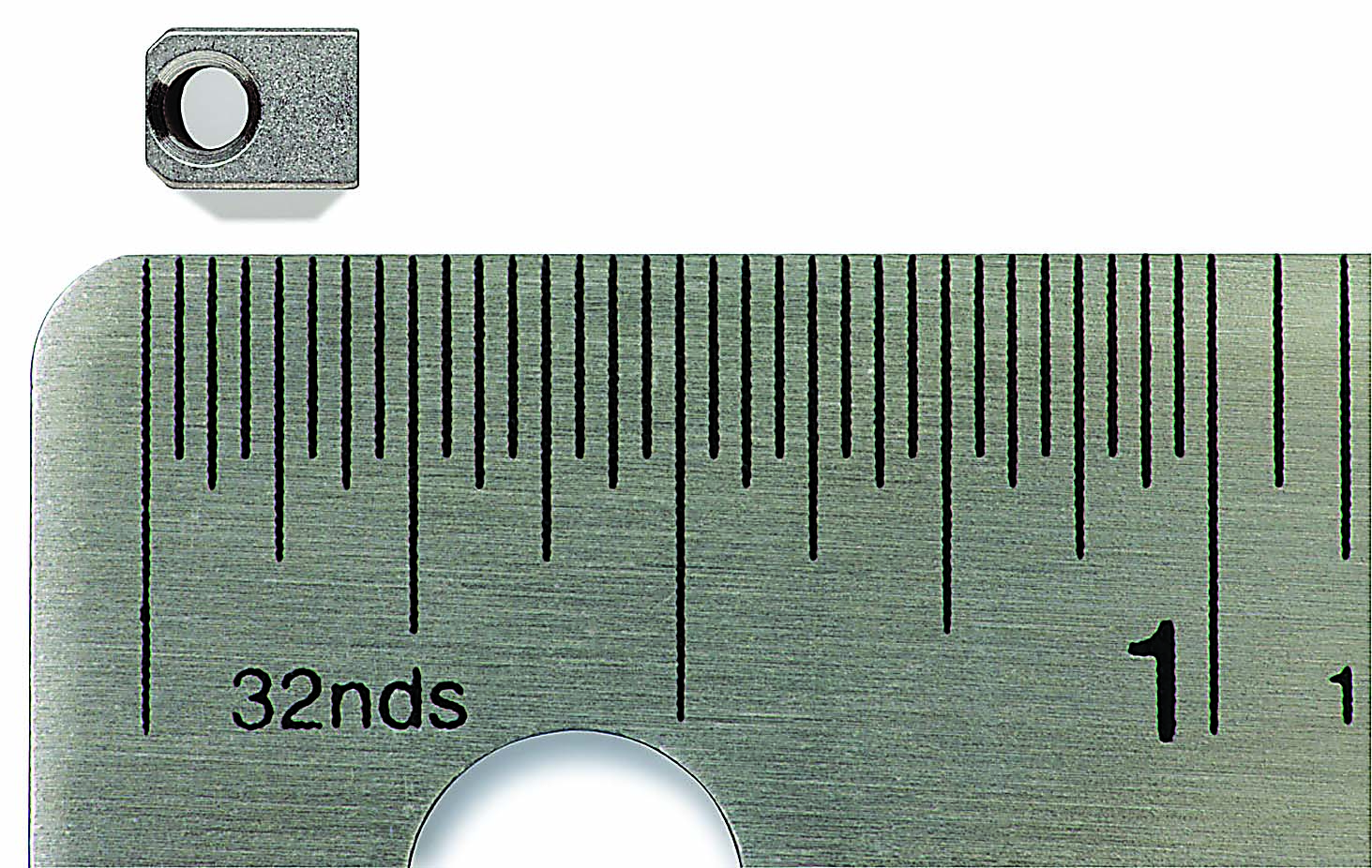
The tiny machined connector block above the ruler is used in an implantable pulse generator device. Image courtesy of Donatelle.
Machining firms can move larger parts from one machine to another during the manufacturing process without sacrificing part accuracy, Vadlamudi noted. “However, with microparts, you lose the luxury of using six different pieces of equipment.”
Multiple moves and setups would have an adverse impact on the accuracy of such small parts. Following the practice in the watchmaking industry, Donatelle takes advantage of available technology to finish medical microparts using a single machine.
While Donatelle machines implantable-grade materials, East Coast Precision Manufacturing LLC, Chester, Conn., specializes in machining plastics. Small medical parts machined by East Coast include insulators for cabling used in medical device electronics. One such piece measures 0.020″ (0.508mm) in diameter, features a 0.008″-dia. (0.203mm) hole and was produced to a tolerance of ±0.0002″ (0.0051mm), noted Mark Rohlfs, company president.
To make such components, East Coast uses conventional CNC machines adapted to run small parts. An example of these adaptations is using coolant filters to help prevent machine operators from confusing chips with the tiny parts.
“If coolant with chips in it is flooding the parts, the chips can be as big as the parts,” Rohlfs explained. “We can’t sort the parts if we’re not filtering the coolant to make sure it doesn’t pick up chips of any consequence.”
Instead of CNC machines, EDM Department Inc., Bartlett, Ill., relies mainly on electrical discharge machining to make tiny medical parts. One such steel part, for a cardiac application, measures roughly 1mm (0.039″) in diameter by 1.2mm (0.047″) long, with holes approximately 0.25mm in diameter. The part also features very small corner radii measuring 0.004″ or less.
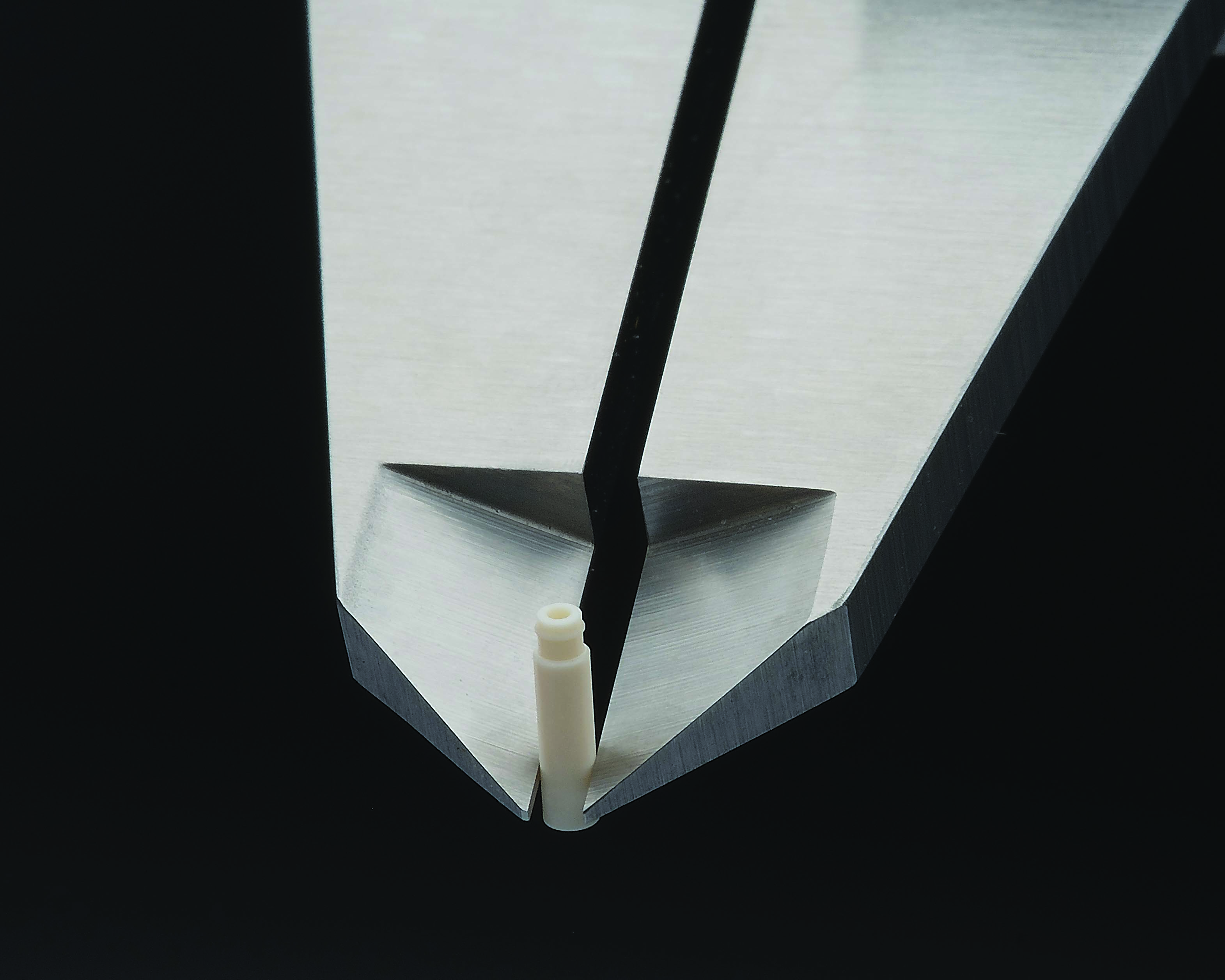
This insulator was machined out of PPS for medical device cabling. Image courtesy of East Coast Precision Manufacturing.
To make parts with microfeatures, EDM Department must first mill graphite or copper electrodes for the EDM process, explained operations manager Kevin Levy. “We do a lot of electrode work with microcutters.” The company’s high-speed graphite-cutting mills, which run at 36,000 rpm, have an encoder resolution of 0.00001″ and rotate cutters as small as 0.002″ (0.051mm) in diameter.
These milling machines also have extra-rigid bases to minimize vibration. “If you’re using a 0.002″ cutter and you get any chatter, you can snap the tool instantly,” Levy noted.
Meeting Challenges
When confronting micromachining challenges, simply being careful and paying attention to detail will get you a long way, even with conventional machines and tools, according to East Coast’s Rohlfs. For example, he said, “some people lay out their tools on a rag and keep them separated. But others just put them on a hard table and they slide and bang against each other.” The result: dull, chipped or broken tools.
Manufacturers sell cutting tools as small as 0.0002″ (5µm) in diameter for micromachining. However, it can be hard to find manufacturers that stock such small cutting tools. “Manufacturers often list them,” Levy said, “but don’t stock them because they are so small.” As a result, EDM Department works with multiple cutting tool sources and also keeps its own stock of microtools.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
