Machine tool builder Matsuura Machinery began U.S. distribution of its twin-spindle vertical machining centers in 1981. Production volumes were typically higher back then. Therefore, the long setup times associated with these machines weren’t as much of a concern as they are in today’s low-quantity, quick-turnaround world.
Still, two spindles meant twice as many tools to set and maintain. There were expensive two-sided fixtures to build and twice as many first article parts to inspect. When you loaded an endmill in one spindle, the length of its partner on the other side needed to match exactly—a challenge without a presetter. Heavy cuts could be a problem. The two spindles tended to resonate off one another, generating weird harmonics that led to chatter. And the operators of these machines complained that they had to do twice as much work as their single-spindle co-workers.

The STAMA System 8 TWIN is particularly beneficial for manufacturers of automotive components such as turbine housings. Image courtesy of STAMA
Each of these costs and obstacles was easily justified, however, by the greater output of these machines, making them a favorite of any shop with limited floor space and long-running repeat jobs. It was a sad day for many when Matsuura ceased production of its DC series twin-spindle VMCs.
Stop the Tears
If you’re one of those who wept on that day, cheer up. A number of machine tool builders have begun addressing this admittedly niche market. Doosan Machine Tools America Corp., Pine Brook, New Jersey, for example, recently began building and marketing a twin-spindle VMC at the request of several large automotive customers.
“Twin-spindles were once very popular with the aerospace industry, but we’re now seeing a resurgence in the automotive market,” said Andy McNamara, Doosan’s director of sales. “In response, we developed the DMP 500/2SP, a dual-spindle, 500mm, Y-axis vertical machining center that’s ideal for high-production environments.”
Like most such machines, it’s also ideal where floor space is at a premium. The DMP 500/2SP is actually 8" narrower than Doosan’s comparably sized DNM 500 II single-spindle VMC. Thanks to a W-axis, which allows the operator to independently adjust the right-hand spindle’s Z-axis height by up to 0.800", complaints about finicky tool lengths are history.
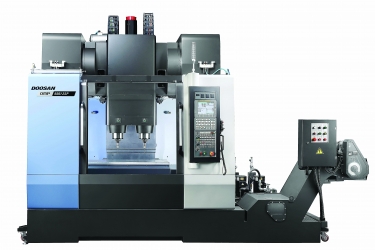
If floor space is at a premium, Doosan Machine Tools America’s DMP 500/2SP twin-spindle VMC is actually a bit smaller than comparably sized single-spindle VMCs. Image courtesy of Doosan Machine Tools America
So too are concerns about rigidity, because Doosan and the other builders interviewed for this article have redesigned their products with this critical attribute in mind. “We overbuilt the machine for that very reason and have had no complaints from our customers over chatter or metal-removal capabilities,” McNamara said. “There are several hundred of these in service now, machining cast iron, alloy steel and die-cast aluminum around the clock. Our customers set them up with high-quality fixturing, load a program and go to town, producing two parts for every cycle.”
2×5
Alex Vojinovich, COO at Racer Machinery International Inc., Cambridge, Ontario, has a similar story to tell. The machine tool builder expanded its Phantom Machine Technology line of CNC machine tools to include twin-spindle vertical and horizontal machining centers, also primarily for the automotive market. According to Vojinovich, a patented manufacturing process allows the company to build a twin-spindle machine that prevents the vibration from one spindle to affect the performance of the other, even at spindle speeds over 25,000 rpm.
Racer also sees interest from the aerospace and medical industries. However, ideal buyers for twin-spindle machines are manufacturers that need to make lots of parts in the shortest time possible and do so with a conservative eye toward available floor space and quick part-model changeovers.
“They want to keep footprints as small as possible and have the ability to machine greater part volumes efficiently,” Vojinovich said. “Many opt for a pallet changer or robotic part loading, but quite a few are still loading parts by hand. We’re also seeing great interest in 4- and 5-axis machining, a need we address with our TSHX series horizontals and TSVX series verticals.”
For those concerned about the crash potential of producing two parts via simultaneous 5-axis machining, Vojinovich said there’s nothing to worry about. Each spindle, whether horizontal or vertical, can be equipped with its own independent rotary or trunnion-style table. Programming and operating one of these machines—or any twin-spindle machine, for that matter—is virtually identical to its single-spindle counterpart.
Another consideration is cost. The actual price tag varies based on machine builder and options, but twin-spindle buyers generally don’t have to pay twice the price for twice the productivity. A rule of thumb is from 50 to 75 percent more than the sticker price of a comparably equipped conventional VMC. In return, end users enjoy lower labor costs, a somewhat smaller electrical bill and much taller piles of parts at the end of each shift.
The cost of workholding remains a factor, however. As a rule, the X-axis distance between each spindle is fixed. This means that either the distance between fixture positioning datums must match that X-axis value exactly or the fixture (or vises) must be machined on the production machine, something most manufacturing engineers would rather avoid.
If the latter approach is taken, twin-spindle workholding fixtures are usually designed with a small amount of X and Y adjustment in mind. Setup people can then tweak the left or right side as needed. This additional level of design complexity tends to make twin-spindle fixtures more expensive while increasing setup times slightly.
No Big Deal
“It’s really a nonissue for most of our customers,” said Kelsey Hadley, STAMA project manager for the Chiron Group, represented in the U.S. by Chiron America Inc., Charlotte, North Carolina. “Yes, you do need to build in some adjustment capability on one side of your workholding, but any additional cost or effort is easily offset by the increased productivity.”
A similar argument can be made for tool lengths, which Hadley said are easily set to within a few microns with a good presetter.

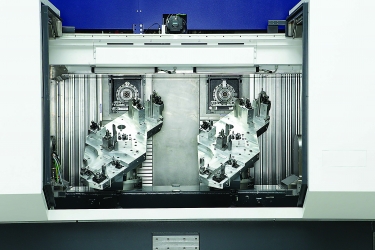
Racer Machinery International’s TSHX-series has two spindles along with the improved chip flow of a horizontal machining center. Image courtesy of Racer Machinery International
And legacy concerns over the decreased rigidity of twin-spindle VMCs? “The technology has definitely improved as far as machine robustness,” he added. “We’re able to take heavier cuts across the board compared to 10 or 15 years ago. And challenges with harmonics or chatter have also been taken care of—since the spindles are driven individually, the rpm from one to the other can be adjusted to completely eliminate any machine-induced vibration.”
Hadley concurred that the majority of twin- and multiple-spindle machine tools end up on an automotive factory floor, cranking out parts by the tens or even hundreds of thousands. But with volumes that high, it begs the question: Why not select a rotary transfer machine or similar type of dedicated production equipment rather than a comparatively slow VMC?
Hadley stops short of calling such equipment outdated but suggests that rotary transfer lines are no longer the go-to solution for automotive work. Production runs are getting smaller, as are model-year development windows, with design requests coming more frequently. “The high capital cost and long lead times of transfer machines has made it advantageous to go the twin-spindle or even 4-spindle CNC route. They’re not only more flexible but can easily be repurposed as production needs change.”
Winfried Benz, managing director of modular machine tool builder LiCON mt LP, Dexter, Michigan, warns against discounting rotary transfer and specialty machine tools so quickly (LiCON offers both), although he agrees that twin-spindle use is increasing.
LiCON is targeting the automotive industry with its lineup of machine configurations and five-sided machining capabilities. Image courtesy of LiCON mt
He also takes exception with the statement that workholding must be either perfectly built or adjustable in the X and Y axes. “Our LiFLEX II series is available in three basic sizes, each with multiple configurations,” Benz said. “All offer independent Z-axis movement, and on our 750mm and larger machines, the X and Y axes can be offset to accommodate any workholding differences.”
LiCON has targeted the automotive and other high-volume industries with a broad variety of part-handling options, spindle and toolchanger configurations, horizontal or vertical machine styles, and up to five-sided machining capabilities, yet the machine tool builder is also addressing the needs of tier suppliers and even job shops with integrated zero-point clamping systems for reduced setup times.
“One of our customers here in Germany produces stainless steel parts in lot sizes as small as 50 parts,” he said. “They’ve found that 2-spindle machines reduce production costs dramatically. And just last week, I was speaking to a major producer of nonautomotive components who told me he will never go back to single-spindle machines, even for low-quantity work. The benefits of reduced floor space, energy usage and other related costs that comes with twin-spindle machinery outweighs all other considerations.”
Related Glossary Terms
- centers
centers
Cone-shaped pins that support a workpiece by one or two ends during machining. The centers fit into holes drilled in the workpiece ends. Centers that turn with the workpiece are called “live” centers; those that do not are called “dead” centers.
- chatter
chatter
Condition of vibration involving the machine, workpiece and cutting tool. Once this condition arises, it is often self-sustaining until the problem is corrected. Chatter can be identified when lines or grooves appear at regular intervals in the workpiece. These lines or grooves are caused by the teeth of the cutter as they vibrate in and out of the workpiece and their spacing depends on the frequency of vibration.
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- endmill
endmill
Milling cutter held by its shank that cuts on its periphery and, if so configured, on its free end. Takes a variety of shapes (single- and double-end, roughing, ballnose and cup-end) and sizes (stub, medium, long and extra-long). Also comes with differing numbers of flutes.
- fixture
fixture
Device, often made in-house, that holds a specific workpiece. See jig; modular fixturing.
- machining center
machining center
CNC machine tool capable of drilling, reaming, tapping, milling and boring. Normally comes with an automatic toolchanger. See automatic toolchanger.
- rotary transfer machine
rotary transfer machine
Type of CNC machine tool for high-volume, extended-length production runs of a family of parts. A workpiece is transferred from station to station in a rotary fashion and a tool or tools at each station performs one or more operations until the part is completed.
- toolchanger
toolchanger
Carriage or drum attached to a machining center that holds tools until needed; when a tool is needed, the toolchanger inserts the tool into the machine spindle. See automatic toolchanger.
Author

Kip Hanson is a contributing editor for Cutting Tool Engineering magazine. Contact him by phone at (520) 548-7328 or via e-mail at [email protected].
Contributors
Chiron America Inc.
(704) 587-9526
www.chironamerica.com
Doosan Machine Tools America Corp.
(973) 618-2500
www.doosanmachinetools.com
LiCON mt LP
(734) 426-2240
www.licon.com/en
Racer Machinery International Inc.
(888) 514-1661
www.racerinternational.com