Recent developments could win more converts to automated loading and unloading of machine tools.
When a machine is loaded manually, “once every cycle somebody would need to open the door, put a new slug on the main spindle, close the door again and press the start button,” said Raphael Engel, proposal engineering manager at Index Corp., Noblesville, Indiana. “If we assume a two-minute cycle time, that person would have to be at the machine 100% of the time and could basically do nothing else.”

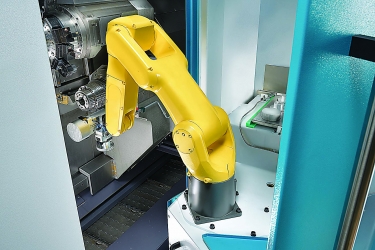
The iXcenter’s 6-axis robot (above) can handle parts that weigh up to 6 kg. Although it features a space-saving design, iXcenter (top) can store up to 22 stacked pallets measuring 600mm × 400mm. Images courtesy of Index Corp.
If a machine is equipped with an automation cell like Index’s iXcenter, however, an operator might need to go to the machine only once every four hours to unload finished parts and load the drawers in the cell’s rack with new slugs. In addition, the machine could run unattended when the last shift leaves for the day.
“You can put new slugs in (iXcenter) before the late shift leaves,” Engel said. “If you do not have a night shift, the machine will still run for hours until there are no parts left. So you can get more productivity out of your machine without increasing your staff or having additional shifts.”
Available with Index’s C series turning centers, iXcenter docks to a machine and easily slides aside to allow unobstructed access to the work area. The system features a compact vertical design capable of storing up to 22 stacked pallets that measure 600mm × 400mm. Pallets are loaded with blanks at the top of the system, and pallets with finished parts are removed at the bottom. Loading and unloading can take place at any time without interrupting production.
The system’s 6-axis robot can handle raw and finished parts that weigh up to 6 kg. The robot pulls out one of the system’s drawers, takes out a raw workpiece and loads it into the machine. The sequence is reversed to put back a finished part.

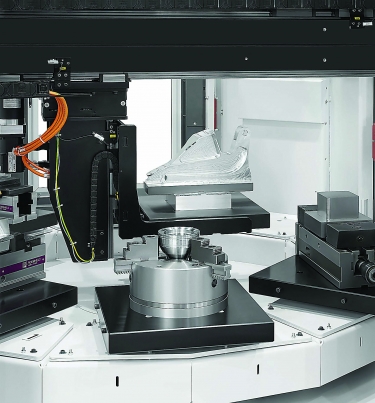
The Variocell Pallet automation cell (top) holds up to 10 pallets on a rotary table. The interior of the Variocell Pallet (above). Image courtesy of Chiron Group
Although the cell consumes minimal space, extra room inside allows incorporation of downstream processes, such as cleaning, measuring and deburring, Engel said.
He said similar automation cells are on the market but that iXcenter’s distinguishing feature is its integration with the machine by the machine supplier.
“A third-party automation company would need to modify the whole machine to get (the automation cell) integrated and working,” he said. Also, “all the third-party solutions of this type that I have seen are much bigger and take up much more floor space.”
Another automation cell designed specifically for machines made by the cell manufacturer is Variocell Pallet, which was introduced this year by Chiron Group SE, Tuttlingen, Germany, to work with the company’s new FZ/DZ 16 series vertical machining center. Variocell Pallet uses a telescopic gantry with a fork gripper to move part-holding pallets between the 5-axis machining center and a rotary table that can hold up to 10 pallets. The gantry and gripper can handle pallet payloads of up to 300 kg.
With a footprint of 2.2 m2, Variocell Pallet takes up minimal space on a shop floor, said Chiron Product Manager Patrik Schlayer.
The system is moved into the machining center work area with a transfer trolley equipped with driven rollers. Unlike inflexible rail-type systems, Variocell Pallet can move in three directions, making it easy to clear space around the machining center when necessary.
Both Variocell Pallet and iXcenter add roughly 15% to the cost of a machining setup. On the other hand, Engel pointed out that systems like these can save significant amounts of money for users by drastically reducing machine-loading labor.
“So you can get your investment back pretty fast,” he said.
Contact Details
Contact Details
Related Glossary Terms
- centers
centers
Cone-shaped pins that support a workpiece by one or two ends during machining. The centers fit into holes drilled in the workpiece ends. Centers that turn with the workpiece are called “live” centers; those that do not are called “dead” centers.
- machining center
machining center
CNC machine tool capable of drilling, reaming, tapping, milling and boring. Normally comes with an automatic toolchanger. See automatic toolchanger.
- turning
turning
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.
Author

William Leventon is a contributing editor to Cutting Tool Engineering magazine. Contact him by phone at 609-920-3335 or via email at [email protected].