Modular fixturing pros and cons
Modular fixturing at its best offers the stability and accuracy of dedicated workholding with the flexibility to be reconfigured quickly for a variety of parts. But sometimes compatibility issues arise.
Modular fixturing at its best offers the stability and accuracy of dedicated workholding with the flexibility to be reconfigured quickly for a variety of parts. The design and building of a dedicated fixture for a specific part or family of parts takes time and effort, whereas users can assemble modular fixtures quickly—particularly if they already have the needed fixturing components in their toolrooms. For more on modular fixture design, see this related guide.
Those components include subplates and tombstones with a standardized grid pattern for holding an interchangeable assembly of fixtures, vises and accessories, such as blank tooling plates, angle plates, parallels and workpiece-setup components (for example, locators, utility blocks and clamps). Adapter plates that can be used to convert third-party vises, rotary tables, chucks or other devices into modular accessories are also often needed.
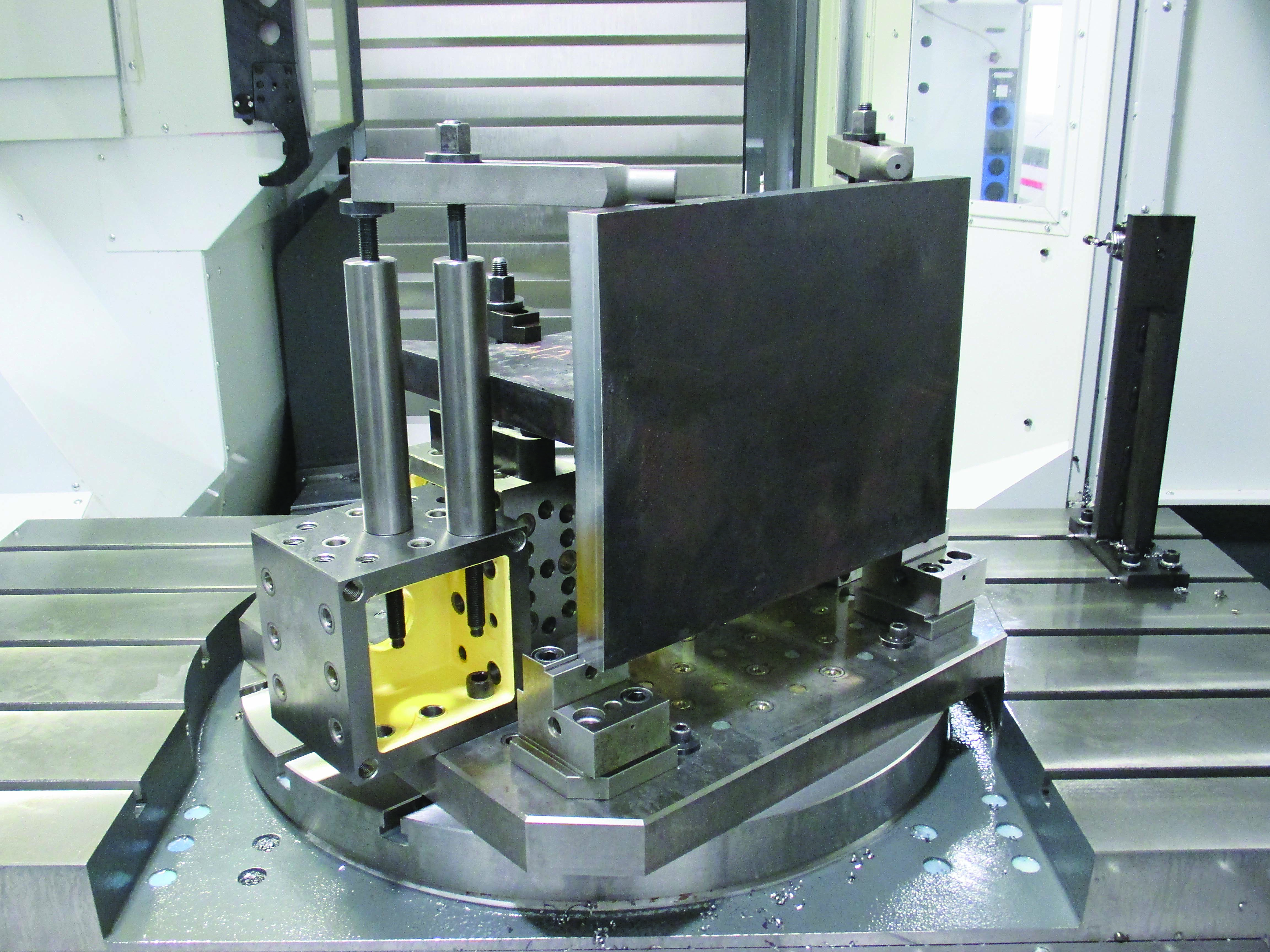
Image courtesy of Bluco.
Modular fixturing components allow a job shop to more quickly respond to its customer’s need, said Aaron Hull, senior manufacturing engineer at Carr Lane Manufacturing Co., St. Louis. “You can put a fixture together in a day and start cutting.” This is a big advantage for core customers of modular systems, the growing number of job shops that typically see high-mix, low-volume production.
Modular Investment
A well-stocked modular-fixturing toolroom is a serious investment, which may be hard for a job shop to rationalize.
“Whether it’s a dedicated fixture or their first step into modular fixturing, it’s a big challenge for high-mix, low-volume shops to justify the cost of the fixturing when it’s for a job that isn’t going to produce a lot of parts,” Hull said. “Seeing the payback can be difficult if you’re looking at it from the standpoint of a single job.”
He said the beauty of modular fixturing is that a shop can buy the fixturing components, build a fixture for a particular part, disassemble it and reuse the components for a different part. “You can spread out that fixturing cost across several parts rather than [incurring the cost of] building a dedicated fixture for a single part and having that cost need to be absorbed by that single part number.”
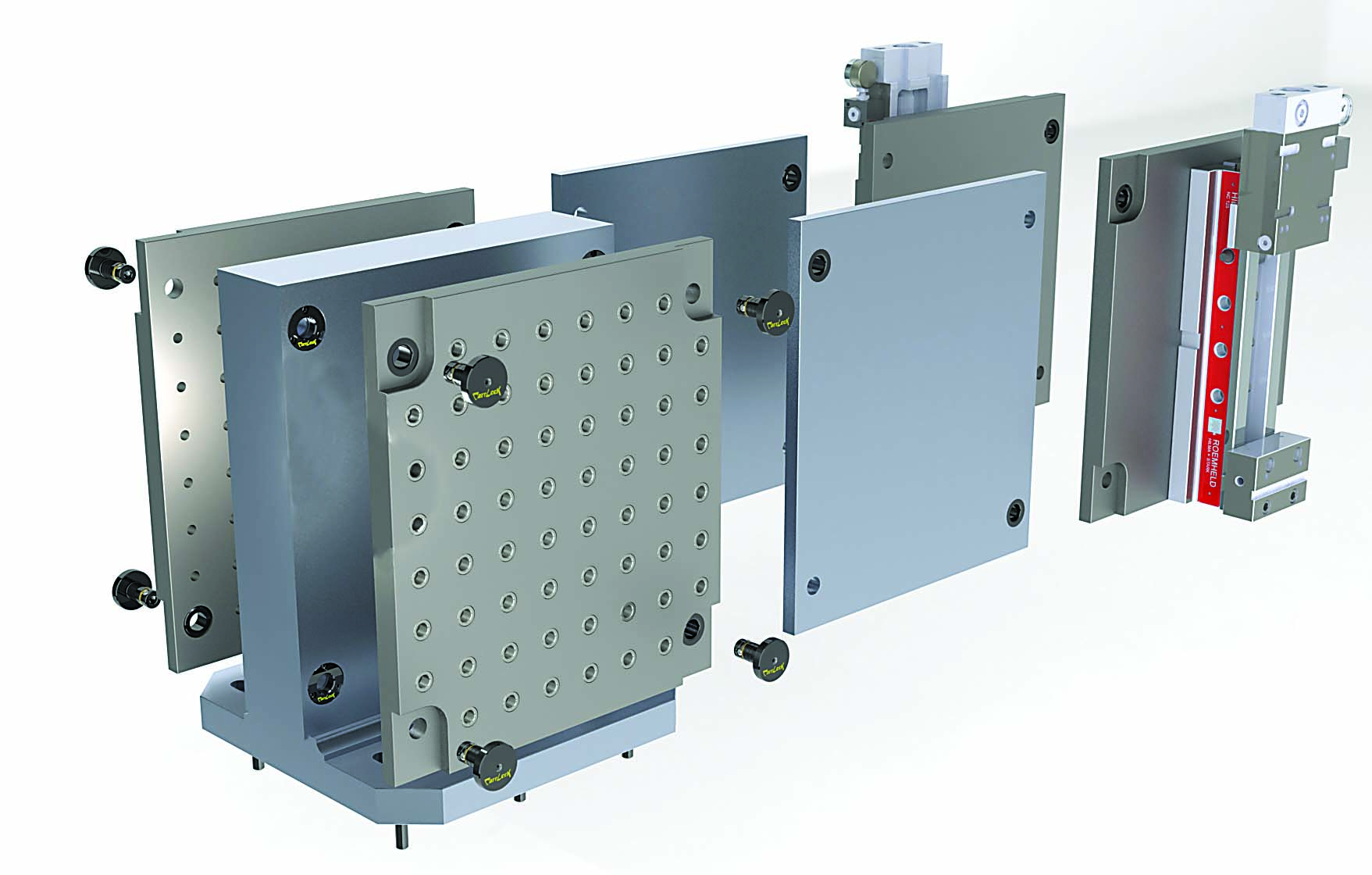
Carr Lane Manufacturing’s fixture plate options include vises. Image courtesy of Carr Lane Manufacturing.
But realizing that capital-investment mind-set isn’t always easy, Hull acknowledged. “It’s difficult for them to figure out how to spread the cost throughout all those different jobs because they don’t know what job is coming next week or next month. It can be a challenge to swallow that large up-front cost for a complete modular-fixturing system. What jobs do they tie that cost to, and how does that work in their accounting system?”
Carr Lane Manufacturing allows a wary job shop to stick its toe in the water of modular fixturing before choosing to dive in all the way, according to Hull. The company offers complete modular-fixturing kits—ones with varied components and sizes.
He said: “But we also sell all the components individually. Someone doesn’t have to start out buying a complete system. They can start small and grow the kind and number of components they have in their toolroom as they need them.”
The company has a thick catalog of options. “There are many different components available, in English and metric units,” Hull said. “We are a manufacturing facility, and we make most of the components right here in St. Louis.”
Cross-System Challenges
And that’s just one company’s catalog. The available modular-fixturing components and systems are many and varied, and, whatever the application, chances are that products exist that can help.
For a job shop, such variety is all good, isn’t it? As new jobs and new kinds of jobs come in, the shop can pick from a smorgasbord of fixturing options.
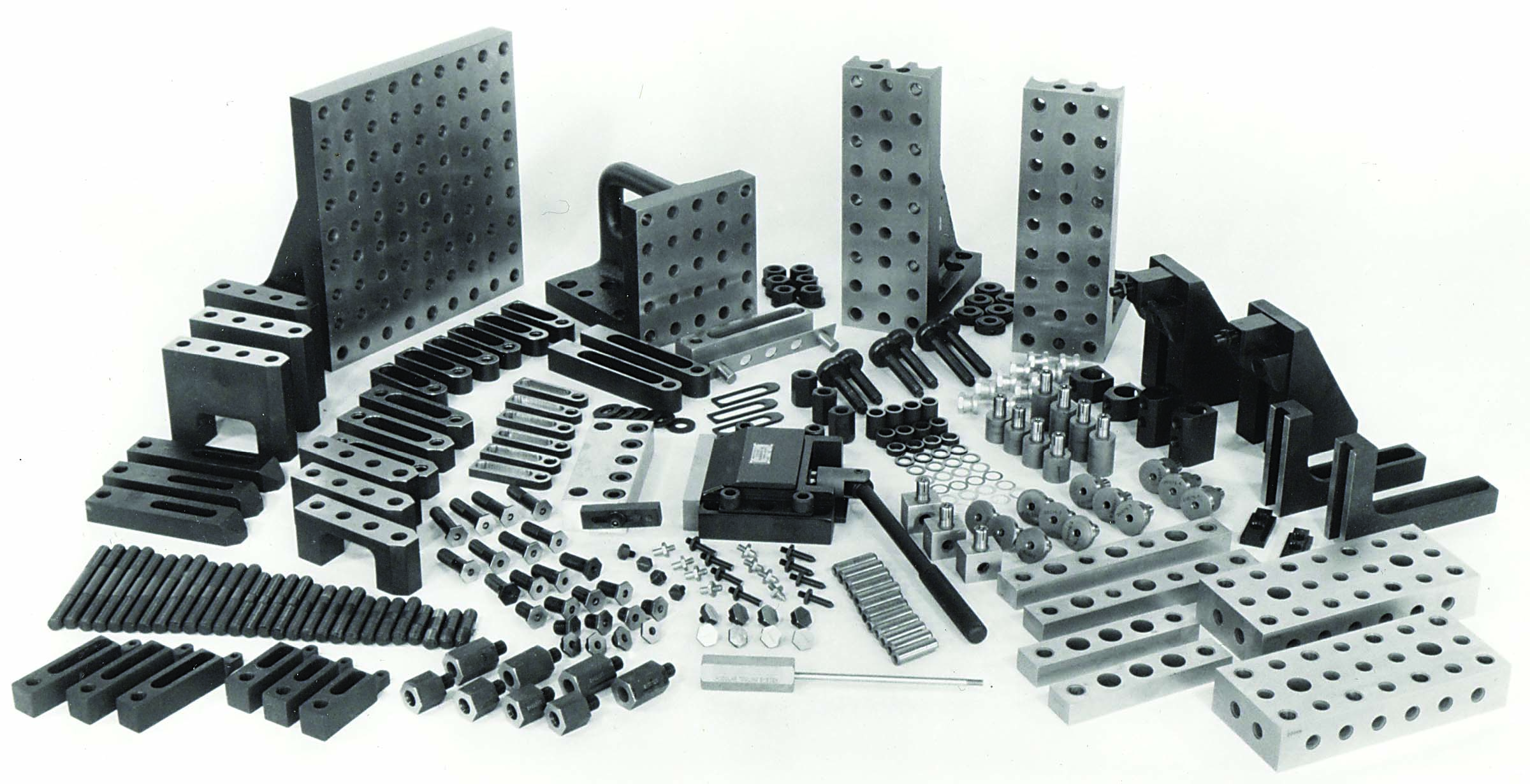
Example of a Stevens Engineering modular-fixturing kit. Image courtesy of Stevens Engineering.
But it’s not that simple, according to Gordon Coope, president of Stevens Engineering Inc., Phoenix, which has specialized in modular fixturing for more than 35 years. Problems arise when the best fixturing option for a new job won’t work with the modular components from earlier jobs—an occurrence more likely when more than one modular fixturing company is involved.
“Workholding has evolved into a multiplicity of seemingly incompatible products,” he said. “Companies that purchased a product can find themselves stuck.”
Examples he noted include:
- A workholding company’s sytem that uses 50mm (1.97″) spacing with M12 threads under a 12mm (0.47″) bushing. “Their vises mount on this spacing, and no other company makes off-the-shelf products to this spacing.”
- Another company’s system incorporates 2″ (50.8mm) centers with 1/2-13 threads under a 1⁄2″ (12.7mm) bushing.
- Stevens Engineering itself uses 1.25″ (31.75mm) grid spacing with alternating bushings and threads.
- Every model of a popular brand of vise has different hole spacing, “as though a different product team designed each vise.”
He noted that unlike machine spindles, which are available in just a limited number of choices—CAT 40, CAT 50, BT 30 and a handful of others—machine tables and pallets are not standardized. “T-slot size and spacing or tapped hole size and spacing can be different even within a single brand of machine,” Coope said.
One result is that a shop turns to subplates engineered to hold disparately sourced fixturing components—a good workaround, Coope acknowledged, but it tends to keep that shop locked into a single style of system.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
Continue reading
October 2017

