By Abdelatif Atarsia
Drilling large holes in aircraft structures, whether a wing, a wing box structure or another aircraft component, is neither easy nor cheap. Cutting tools, mainly drills and reamers, with diameters from 12.7 to 38.1 mm (0.5" to 1.5") or larger are used on advanced drilling unit machines to drill, open and ream holes in different stacked, or sandwiched, materials, such as carbon fiber-reinforced plastic, aluminum and titanium.
To complete this process, aerospace manufacturing engineers and shop floor personnel usually apply long, expensive tools, such as solid-carbide ones, to produce the relatively small number of holes needed in each structure, leading to an extremely high cost per good hole.
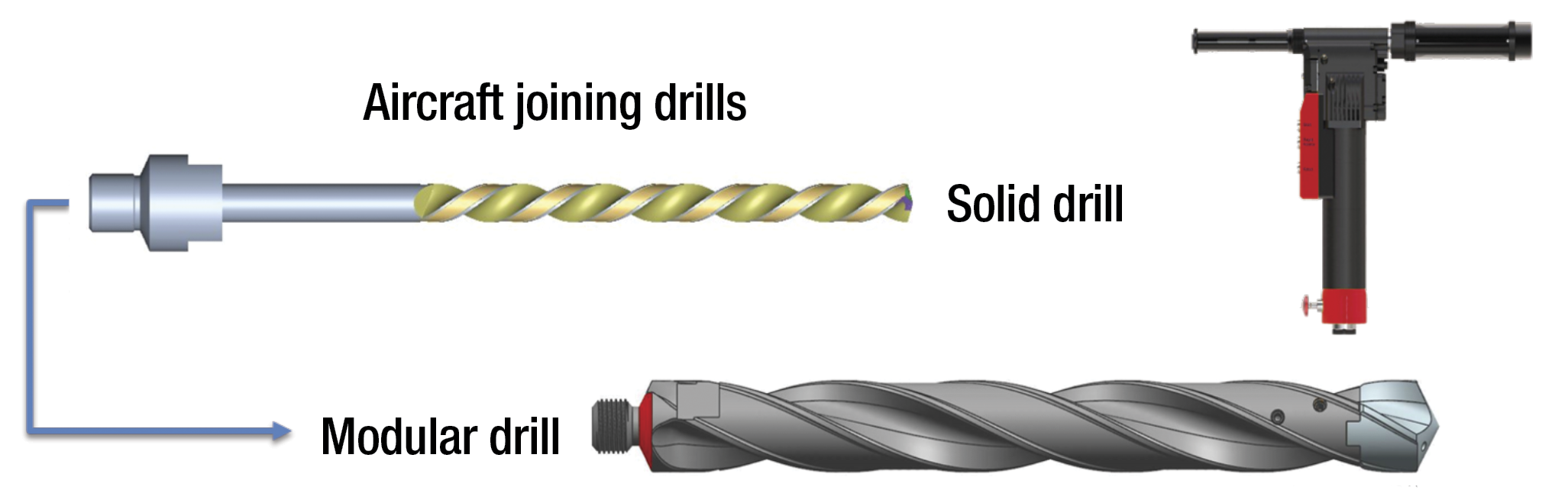
Aircraft joining drills from 12.7 to 38.1 mm in diameter or larger are used to drill stacked materials. Image courtesy of YG-1 Tool (USA)
Process cost includes setup time, tool change time, tool price and the logistics of producing a solid drill, which takes at least twice as long to make as a modular drill head. To reduce the cost, YG-1 Tool (USA) Co. in Vernon Hills, Illinois, introduced its newly developed modular head drills and bodies to the aerospace market. These modular drills maintain the existing geometries successfully produced by solid drills but at a fraction of the price. Although a drill head and body initially cost about 50% more than a solid drill, replacing the head costs 75% to 90% less than a solid drill.
Adding Value
Three main added values are behind the modular drill concept for end users, such as aircraft original equipment manufacturers, Tier 1 suppliers and other manufacturers.
- Modular drills provide the same or better performance compared with solid drills. As stated previously, the modular drill head and body design can produce the same hole geometries as a solid tool, resulting in the same performance. However, the YG-1 Tool (USA) modular drill concept allows freedom in body design to improve the drilling process, especially when it comes to chip evacuation, because the body diameter is always smaller than that of the head.
In addition, a chief advantage the company focused on was achieving a one-step final hole with a diameter tolerance as tight as 0.0508 mm (0.002"), which typically is specified by OEMs. This benefit is a result of YG-1 Tool (USA) adapting its one-shot drill/reamer, or dreamer, design to the modular drill head, significantly reducing the number of steps in the drilling process.
YG-1 Tool (USA) introduced its newly developed modular head drills and bodies to the aerospace market. Image courtesy of YG-1 Tool (USA)

- Modular drills offer pricing and logistics advantages. The modular drill concept is designed with a proportional ratio between the head and body length to drill holes eight diameters deep. While producing deep holes, the body remains in an ideal shape for a long time because the undersized body will not experience much wear.
In turn, the modular head costs a fraction of the price of a solid tool and can be resharpened and re-coated like a solid drill. A head can be resharpened two to five times, depending on its diameter, the thickness of the stacked material being drilled and drilling conditions. Heads must be sent to YG-1 Tool (USA) or a specialized facility for resharpening and re-coating.
- Modular drills are adaptable. It is common knowledge that holes drilled in different stacked materials can have the same diameter but need different drill geometries to be mounted on the same or different bodies, with some production stops required to change tools. The adaptability of the modular heads with different diameters to be mounted on one body diameter adds more value to the manufacturing process, helping end users simplify workflow and increase work efficiency and product quality.
Contact Details

Related Glossary Terms
- tolerance
tolerance
Minimum and maximum amount a workpiece dimension is allowed to vary from a set standard and still be acceptable.
About the author
Based in Charlotte, North Carolina, Abdelatif Atarsia is global industry manager for composites and aircraft assembly for YG-1 Tool (USA) Co. in Vernon Hills, Illinois. For more information about the company’s cutting tools, visit www.yg1usa.com or call 800-765-8665.
