If you turn and mill workpieces, it’s time to take a hard look at so-called multitasking machines. Capable of both turning and milling, these machines eliminate the need to move workpieces that require both operations from one machine to another, as well as any error that results from the transfer. In addition, multitasking machines reduce setup time and positioning fixtures.
“You’re not making any money when you’re moving parts from one machine to the other,” said Joe Wilker, advanced multitasking manager at Florence, Kentucky-based Mazak Corp. “The only time you’re making money is when the material is in the machine and you’re making chips. So what we say is, pick up the raw material one time, put it in a machine, machine it complete, put it in a box, and ship it. That’s the concept of multitasking: a single platform for all your machining needs.”
Machining firms that employ multitasking have a variety of choices to make involving both the equipment they use and their approach to this machining strategy. Making the right decisions can help them go beyond the inherent advantages of combining turning and milling in a single platform and truly excel at multitasking.
Not Right for All
Before making these choices, however, potential customers must determine whether multitask machining is correct for their situations. For one thing, multitasking might not fit into the budget of every company that wants to utilize it. A multitask machine is more expensive than a turning center and a basic vertical machining center combined, and the cost is on par with some 5-axis VMCs, said David Fischer, lathe product specialist at Charlotte, North Carolina-based Okuma America Corp.


Doosan’s DVF 5000 multitask machine (left and above) enables simultaneous 5-axis machining. Image courtesy of Doosan Machine Tools America
Another consideration is the kind of parts a manufacturer makes.
“We have heavier-duty multitasking machines, but for the most part they’re made for a lot of finesse and creating complex geometries,” said Robert Appleton, deputy general manager of application engineering at Doosan Machine Tools America Corp., Pine Brook, New Jersey.
So a multitasker might not be the better choice for machining simple parts or extremely heavy parts that require more rigid turning and not much milling.
“If you’re making something like a tube for an oil well, you’re probably better off with a larger single-purpose machine than you are with a multitasking machine,” Appleton said.
Additionally, multitasking is generally better for small and medium lot sizes because multiple stand-alone machines can apply more spindles to the task.
“If you’re going to do 150 to 200 parts, multitasking is a no-brainer,” Wilker said. “But if you want to do 1,500 in a week’s time, it may make sense to use stand-alone machines. Our Integrex machine might only have a milling spindle and a lower turret, which means it has only two tools in the cut at any given time. But if you use (several) stand-alone machines, you could have three or four spindles going at the same time doing different features.”
A Changed Landscape
If part manufacturers move ahead with multitasking, they will discover that the landscape has changed dramatically in two decades.
“In the early days, a lot of sacrifices were made in order to do both turning and milling on a single machine,” Fischer said. “But across the industry, the technology has progressed and machine designs have changed radically over the last 20 years, so users are making much fewer trade-offs.”
Consider, for example, a basic Okuma turret lathe with milling capability that was on the market 20 years ago.
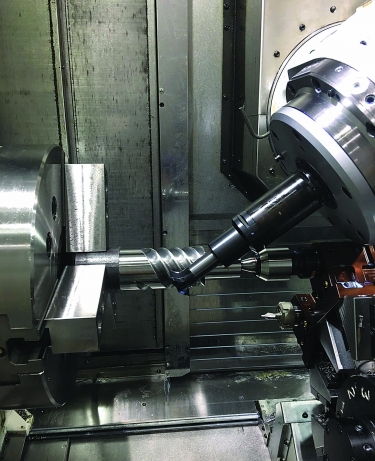
Okuma’s Multus U4000 multitask machine (below) has a 240° B-axis range. Image courtesy of Okuma America
“These types of machines did minimal milling work and 85% turning,” Fischer said. “But over the years, the systems have improved so that now they can do significant milling.”
For one, he said, the horsepower and torque of milling machines have increased, allowing heavier cuts. Other significant upgrades include improved software and servo systems, which have boosted accuracy for machining intricate parts. In addition, controls have become easier to use, making complex multitasking machines more accessible to operators.
With Okuma’s Multus multitask machines, “there are virtually no trade-offs at all,” Fischer said. “The turning capabilities are as good as any lathe of comparable size, and the milling capabilities are as good as any mill of comparable size.”
Impact on Tools
The Multus features a turret that rotates around a B-axis so tools can be used in multiple orientations, allowing the creation of side holes, for example. The machine holds up to 180 tools, Fischer said. Even if users can’t put all the tools for their jobs in the machine at the same time, the control can monitor up to 999 tools.
“So if you have to switch out some tools between jobs, the control is managing that to significantly reduce setup time,” he said.
No matter which multitask machine you choose, buy the biggest magazine you can afford, Wilker
said. This capability allows users to have more jobs queued up and ready to go.
Additionally, Fischer said a large automatic toolchanger holds more backup tools. This is particularly helpful when machining abrasive materials, which quickly wear out tools. When this happens, having backup tools in the magazine allows the machine to continue running.
Appleton said Doosan equips most of its large multitaskers with Coromant Capto C6, a modular quick-change tooling system. Doosan is “very happy” with this system’s accuracy and repeatability between tool changes, he said.
All Doosan multitasking machines can accommodate FANUC Focas and MTConnect. Focas is a set of library files that can access almost all the information inside a FANUC CNC. MTConnect is a technical standard for retrieving process information from shop floor equipment. The combination allows manufacturers to monitor processes and make necessary adjustments, Appleton said.
Although multitask machines are mainly for small and medium lot sizes, some users may wish to boost the volume from medium to the medium-to-high range. Wilker said one option for doing so is simultaneous machining performed by an upper milling spindle and a lower turret for turning. While the lower turret machines one side of a part, the upper spindle can machine another side.
Users of multitask machines may also want to check parts for accuracy with a touch probe before removing them from the machine. By measuring parts in line, the probe can spot those that are out of tolerance more quickly than an offline measurement system, thereby preventing more bad parts from being made.
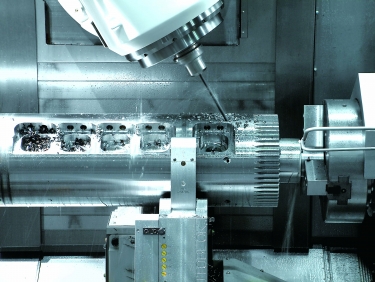
Mazak’s Integrex e-H multitask machine features a B-axis milling spindle with Y-axis capability. Image courtesy of Mazak
However, measuring parts during the machining process increases cycle time—a sacrifice that some users would rather not make.
These users “want their machine to make parts and chips, so they’ll take a part out of the machine and measure it while the machine is making another part,” Wilker said.
Conventional or Conversational
As for programming, Mazak’s Integrex multitask machines offer two options: conventional EIA/ISO programming done using a CAD/CAM system and so-called conversational programming done using a feature called Mazatrol. Mazatrol asks the operator questions about the raw material, cutting tools, feature dimensions and other elements the control needs to know to properly machine a part. When asked a question—for example, “What is the OD of the raw material?”—the operator simply enters the value using a touch screen. Personnel at small job shops can quickly complete this process at the control in much less time than it would take to write an EIA/ISO program to give the same information to a machine, Wilker said.
Mazatrol, which some shops use exclusively, is “definitely preferred from a user-friendliness standpoint,” he said, but the situation is different for some of the bigger machining operations. “They may use Mazatrol when they’re making a simple part, but (for the most part) they have a staff of CAD/CAM people programming their machines.”
In some cases, this is necessary because Mazatrol can handle only up to 4-axis programming.
“When you get into 5-axis contouring-type programming, you need a CAD/CAM system to generate the toolpath,” Wilker said.
Wherever conventional programming is done, to optimize multitasking, those doing the job should be knowledgeable about more than just a single machining operation.
“Programmers need to be a little more ‘multitasking’ in terms of what they do,” said Jeffery Sturtevant, key aerospace accounts manager at Doosan. “You need people who know good milling practice, good turning practice and how to combine both of them.”
Contact Details
Contact Details
Contact Details

Related Glossary Terms
- abrasive
abrasive
Substance used for grinding, honing, lapping, superfinishing and polishing. Examples include garnet, emery, corundum, silicon carbide, cubic boron nitride and diamond in various grit sizes.
- automatic toolchanger
automatic toolchanger
Mechanism typically included in a machining center that, on the appropriate command, removes one cutting tool from the spindle nose and replaces it with another. The changer restores the used tool to the magazine and selects and withdraws the next desired tool from the storage magazine. The changer is controlled by a set of prerecorded/predetermined instructions associated with the part(s) to be produced.
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- conversational programming
conversational programming
Method for using plain English to produce G-code file without knowing G-code in order to program CNC machines.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- lathe
lathe
Turning machine capable of sawing, milling, grinding, gear-cutting, drilling, reaming, boring, threading, facing, chamfering, grooving, knurling, spinning, parting, necking, taper-cutting, and cam- and eccentric-cutting, as well as step- and straight-turning. Comes in a variety of forms, ranging from manual to semiautomatic to fully automatic, with major types being engine lathes, turning and contouring lathes, turret lathes and numerical-control lathes. The engine lathe consists of a headstock and spindle, tailstock, bed, carriage (complete with apron) and cross slides. Features include gear- (speed) and feed-selector levers, toolpost, compound rest, lead screw and reversing lead screw, threading dial and rapid-traverse lever. Special lathe types include through-the-spindle, camshaft and crankshaft, brake drum and rotor, spinning and gun-barrel machines. Toolroom and bench lathes are used for precision work; the former for tool-and-die work and similar tasks, the latter for small workpieces (instruments, watches), normally without a power feed. Models are typically designated according to their “swing,” or the largest-diameter workpiece that can be rotated; bed length, or the distance between centers; and horsepower generated. See turning machine.
- machining center
machining center
CNC machine tool capable of drilling, reaming, tapping, milling and boring. Normally comes with an automatic toolchanger. See automatic toolchanger.
- metalcutting ( material cutting)
metalcutting ( material cutting)
Any machining process used to part metal or other material or give a workpiece a new configuration. Conventionally applies to machining operations in which a cutting tool mechanically removes material in the form of chips; applies to any process in which metal or material is removed to create new shapes. See metalforming.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- milling machine ( mill)
milling machine ( mill)
Runs endmills and arbor-mounted milling cutters. Features include a head with a spindle that drives the cutters; a column, knee and table that provide motion in the three Cartesian axes; and a base that supports the components and houses the cutting-fluid pump and reservoir. The work is mounted on the table and fed into the rotating cutter or endmill to accomplish the milling steps; vertical milling machines also feed endmills into the work by means of a spindle-mounted quill. Models range from small manual machines to big bed-type and duplex mills. All take one of three basic forms: vertical, horizontal or convertible horizontal/vertical. Vertical machines may be knee-type (the table is mounted on a knee that can be elevated) or bed-type (the table is securely supported and only moves horizontally). In general, horizontal machines are bigger and more powerful, while vertical machines are lighter but more versatile and easier to set up and operate.
- multifunction machines ( multitasking machines)
multifunction machines ( multitasking machines)
Machines and machining/turning centers capable of performing a variety of tasks, including milling, drilling, grinding boring, turning and cutoff, usually in just one setup.
- outer diameter ( OD)
outer diameter ( OD)
Dimension that defines the exterior diameter of a cylindrical or round part. See ID, inner diameter.
- tolerance
tolerance
Minimum and maximum amount a workpiece dimension is allowed to vary from a set standard and still be acceptable.
- toolchanger
toolchanger
Carriage or drum attached to a machining center that holds tools until needed; when a tool is needed, the toolchanger inserts the tool into the machine spindle. See automatic toolchanger.
- toolpath( cutter path)
toolpath( cutter path)
2-D or 3-D path generated by program code or a CAM system and followed by tool when machining a part.
- turning
turning
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.
- turret lathe
turret lathe
Differs from engine lathe in that the normal compound rest is replaced by pivoting, multitool turrets mounted on the cross slide and tailstock. See lathe.
Author

William Leventon is a contributing editor to Cutting Tool Engineering magazine. Contact him by phone at 609-920-3335 or via email at [email protected].
Contributors
Doosan Machine Tools America Corp.
973-618-2500
www.doosanmachinetools.us
Mazak Corp.
859-342-1700
www.mazakusa.com
Okuma America Corp.
704-588-7000
www.okuma.com
