Maintain productivity when changing tools
The holy grail of tool management is the integration of tool storage, tool data transfer and tool condition monitoring, but many ways exist to keep machines running.
Machine tools that are not running hurt productivity. There are reasons why machinists have to stop machines, such as to check dimensions, load parts or make adjustments. However, stopping a machine to deal with cutting tools unnecessarily interrupts production. Tasks like checking sharpness, changing tools, measuring tool offset data and adjusting size can be performed outside the machine, thereby improving productivity and reducing costs.
Cutting tools are the foundation of the machining process, and success requires using good tools that are cared for properly. Therefore, machinists spend a great deal of time checking and changing cutting tools. The most frequent activity is examining the cutting edge of tools to ensure they are still sharp. Although each machinist has a slightly different approach when inspecting cutting tools, one thing is certain: The machine is stopped while the tool is checked.
Modern Machines
Modern machine tools with toolchangers and tool life management systems offer several ways to overcome the need to stop machines for tool inspections. A simple method is to count the number of parts that have been machined. This is especially easy with large production volumes and repeating part configurations. Monitor the cutting tool, noting the number of completed parts when it has reached the end of its life, and set the machine to notify you when tools must be changed. Another option is a timer. As indicated by its name, a timer measures the amount of time that a tool has been in the spindle. When the predetermined time expires, the control notifies the machinist to change the tool. Timers are a good choice when production volumes are low and part configurations vary significantly.
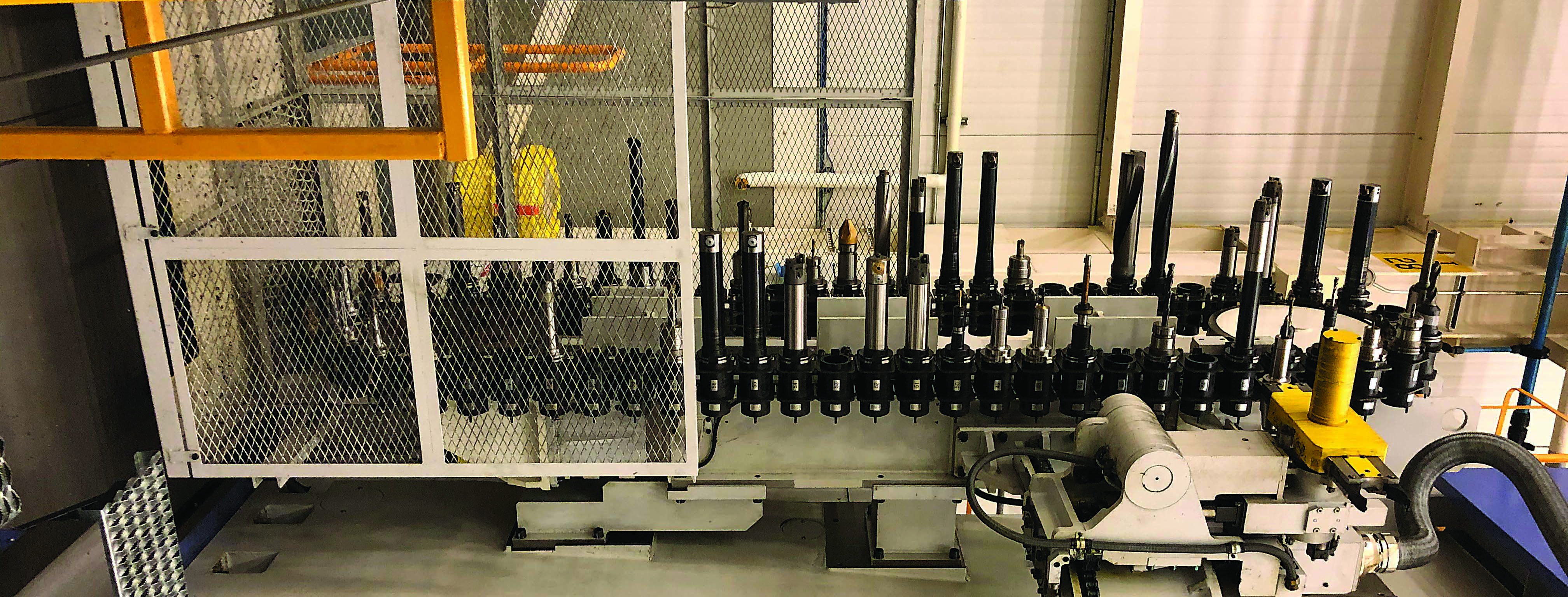
Mitsubishi Hitachi Power Systems Americas stores a large number of tools in horizontal boring mills, reducing the risk associated with moving tools in and out of a machine. Image courtesy of C. Tate
Counters and timers are effective and easy to use but can have drawbacks. Monitoring the spindle load to determine edge condition is more accurate. Devices capable of sensing changes in amperage can be used to determine when a tool has reached the end of its useful life. As cutting edges wear, spindles consume more energy. When the maximum spindle load for a tool has been reached, the control discontinues use of the tool. These devices are the most accurate and offer the most flexibility, but they are also expensive and require someone to develop a set of parameters for each tool.
Collecting and entering tool data harms productivity too. When I started programming and setting up machine tools, each cutting tool would be touched to a datum until all offsets were entered. There were more efficient ways, such as using presetters and probes, to gather and store tool data, but small shops like ours could not afford those methods. Tool setting cost us many hours of lost productivity.
Things are different today. Machine tools with tool setting probes are common, and the cost is minimal. I suspect that all machine tool manufacturers offer tool probes as an option, which was not the case even just a few years ago. Using a tool probe interrupts production, but the impact is less significant than having a person measure and enter each value. A machine often has a macroprogram that allows the machinist to enter a few pieces of data, and the machine then autonomously measures the tools and stores the data.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion