END USER: Sonaca Montreal Inc., (450) 434-6114, www.sonacamontreal.com
SOLUTION PROVIDER: Fives Liné Machines Inc., (450) 372-6480, www.fivesgroup.com
CHALLENGE: Machine aerospace parts more efficiently and precisely while increasing part size.
SOLUTION: A 5-axis, high-rail vertical gantry mill.
Plenty of machine tool builders offer equipment for producing large parts; significantly fewer provide machines for cutting gargantuan workpieces.
Sonaca Montreal Inc., Mirabel, Quebec, was manufacturing wing skins up to 57' (17.37m) long and 8.5' (2.59m) wide for business and regional aircraft on three long-bed gantry mills but needed a high-performance machine to add capacity while increasing productivity and part accuracy, said Paul Stafiej, vice president of strategy, business development and innovation. Those parts include classic skins without integral stringers and monolithic ones with stringers. The company also makes empennage panels and other wing structures, such as spars.
All the company’s gantry machines have vacuum tables for holding parts. “We hold the skins directly on the table without any fixturing,” Stafiej said.
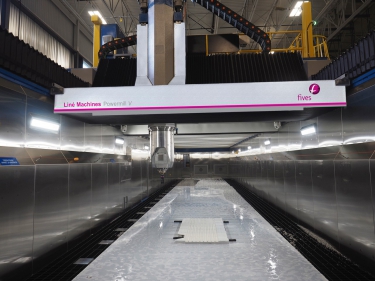
Sonaca Montreal purchased a Powermill V 5-axis vertical gantry mill to machine large aerospace parts, such as wing skins up to 70' long. Image courtesy of Fives Liné Machines.
Stafiej estimates that there are about half a dozen builders of suitable machines in the world, and the company considered purchasing a machine from three or four of them. Ultimately, Sonaca Montreal selected Fives Liné Machines Inc., Granby, Quebec, because it has considerable experience building long-bed gantry mills, including ones for Boeing Co., Chicago, and is located less than 100 miles (161km) away, he said. “Being close is certainly a good thing.”
Stafiej added that Sonaca Montreal was looking for a high-performance machine with the latest technology to support its organic growth. “We are also trending toward Factory 4.0,” he said.
The older gantries, which still produce parts, have three 10,000-rpm spindles, require cutting tools to be manually changed and don’t have the ability to evacuate chips, so machine stops are scheduled to allow the operator to remove chips from the cutting zone. Also, the gantries are open to the shop environment.
“We can machine up to three parts at a time,” Stafiej said, “but when you have a wide part, then you can only cut with one spindle and you don’t have the efficiency of three spindles.”
In contrast, the new Powermill V 5-axis, high-rail vertical gantry mill, which can machine a part up to 70' (21.3m) long and 10' (3.05m) wide, has one 30,000-rpm spindle with an HSK A63/F80 tool taper, an automatic toolchanger and a system to blow chips off a part to minimize stops. Also, the mill is enclosed under a full-length machine roof to better control temperature fluctuations and, therefore, significantly reduce thermal expansion and contraction of the aluminum workpieces. “The better you can control the environment, the more precise the parts,” he said.
The new gantry mill also has a thermal-compensation system, a mist collector, a 100-psi (6.9 bar) external coolant system, a programmable through-coolant system that applies fluid at up to 1,000 psi (69 bar), tool and part probing systems, and high-definition cameras to enable an operator to view cutting conditions from a safe, remote location. In addition, the operator station includes a monitor of remote gages to provide real-time feedback for machine utilities and critical components. “Those indicators are there to make sure we are in an optimized mode,” Stafiej added.
For periodic quality-assurance verifications, a machine health-check system examines machine geometry, and the head-check cycle assesses the geometry of the milling head. A fully detailed report is automatically created, and, if needed, suggestions are provided for what must be done and where so maintenance personnel can bring the machine back into tolerance, he said. “The machine is also linked into our maintenance system, so the maintenance guys know the condition of the machine on a minute-by-minute basis or hour-by-hour basis.”
To accommodate the machine, Stafiej said Sonaca Montreal added a 5,300-sq.-ft. section to its machine shop and an 82'-long × 21'-wide × 14'-tall (25m × 6.4m × 4.3m) concrete foundation. The rails of the high-rail mill are installed on the elevated foundation, providing a natural enclosure. The lead time for the machine was 15 months.
Even though the parts are often enormous, Stafiej said it’s important to meet tight tolerances, and, depending on the part design, the Powermill V can achieve a geometric tolerance of ±0.010" (0.254mm) and a skin thickness tolerance of ±0.005" (0.127mm). He added that OEMs expect a high level of precision from parts suppliers to reduce part weight. “That puts a lot of strain on suppliers, particularly those with older equipment.”
The new gantry mill will enable Sonaca Montreal to meet those tighter tolerance specifications while improving throughput. “We don’t have hard data yet,” Stafiej said, “but we should be seeing 15 to 25 percent cycle-time reductions.”
To help the company acquire new technology and improve competitiveness, the Canadian and Quebec governments supported the purchase of the machine through long-term loans.
Related Glossary Terms
- automatic toolchanger
automatic toolchanger
Mechanism typically included in a machining center that, on the appropriate command, removes one cutting tool from the spindle nose and replaces it with another. The changer restores the used tool to the magazine and selects and withdraws the next desired tool from the storage magazine. The changer is controlled by a set of prerecorded/predetermined instructions associated with the part(s) to be produced.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- milling machine ( mill)
milling machine ( mill)
Runs endmills and arbor-mounted milling cutters. Features include a head with a spindle that drives the cutters; a column, knee and table that provide motion in the three Cartesian axes; and a base that supports the components and houses the cutting-fluid pump and reservoir. The work is mounted on the table and fed into the rotating cutter or endmill to accomplish the milling steps; vertical milling machines also feed endmills into the work by means of a spindle-mounted quill. Models range from small manual machines to big bed-type and duplex mills. All take one of three basic forms: vertical, horizontal or convertible horizontal/vertical. Vertical machines may be knee-type (the table is mounted on a knee that can be elevated) or bed-type (the table is securely supported and only moves horizontally). In general, horizontal machines are bigger and more powerful, while vertical machines are lighter but more versatile and easier to set up and operate.
- tolerance
tolerance
Minimum and maximum amount a workpiece dimension is allowed to vary from a set standard and still be acceptable.
- toolchanger
toolchanger
Carriage or drum attached to a machining center that holds tools until needed; when a tool is needed, the toolchanger inserts the tool into the machine spindle. See automatic toolchanger.
Author

Alan holds a bachelor’s degree in journalism from Southern Illinois University Carbondale. Including his 20 years at CTE, Alan has more than 30 years of trade journalism experience.
END USER: Sonaca Montreal Inc., (450) 434-6114, www.sonacamontreal.com
SOLUTION PROVIDER: Fives Liné Machines Inc., (450) 372-6480, www.fivesgroup.com
CHALLENGE: Machine aerospace parts more efficiently and precisely while increasing part size.
SOLUTION: A 5-axis, high-rail vertical gantry mill.