KRC Machine Tool rebrands and rebuilds
Remanufacturing a machine tool can make it perform better than when it was initially built.
What’s in a name? For KRC Machine Tool Solutions, a lot.
The Independence, Kentucky-based company launched 30 years ago as Kentucky Rebuild Corp. and focused on retrofitting, rebuilding and remanufacturing machine tools. The company later became KRC Machine Tool Services.
“We wanted to get away from the idea that we could only service the state of Kentucky,” said KRC Machine Tool Solutions Marketing Manager Caitlin DeVore, adding that KRC has a presence in almost every state and has done work internationally. “We have a new division of our business in California that we call Complete Maintenance Solutions. We have about 25 employees out there that do all the maintenance and repair work for an aerospace manufacturing facility.”
But KRC doesn’t just offer services for machine tools already producing parts and therefore rebranded itself in 2019. “The new direction is now machine tool solutions,” DeVore said. “That way, people understand we can encompass everything from service and repair at a customer facility all the way to building a new machine.”
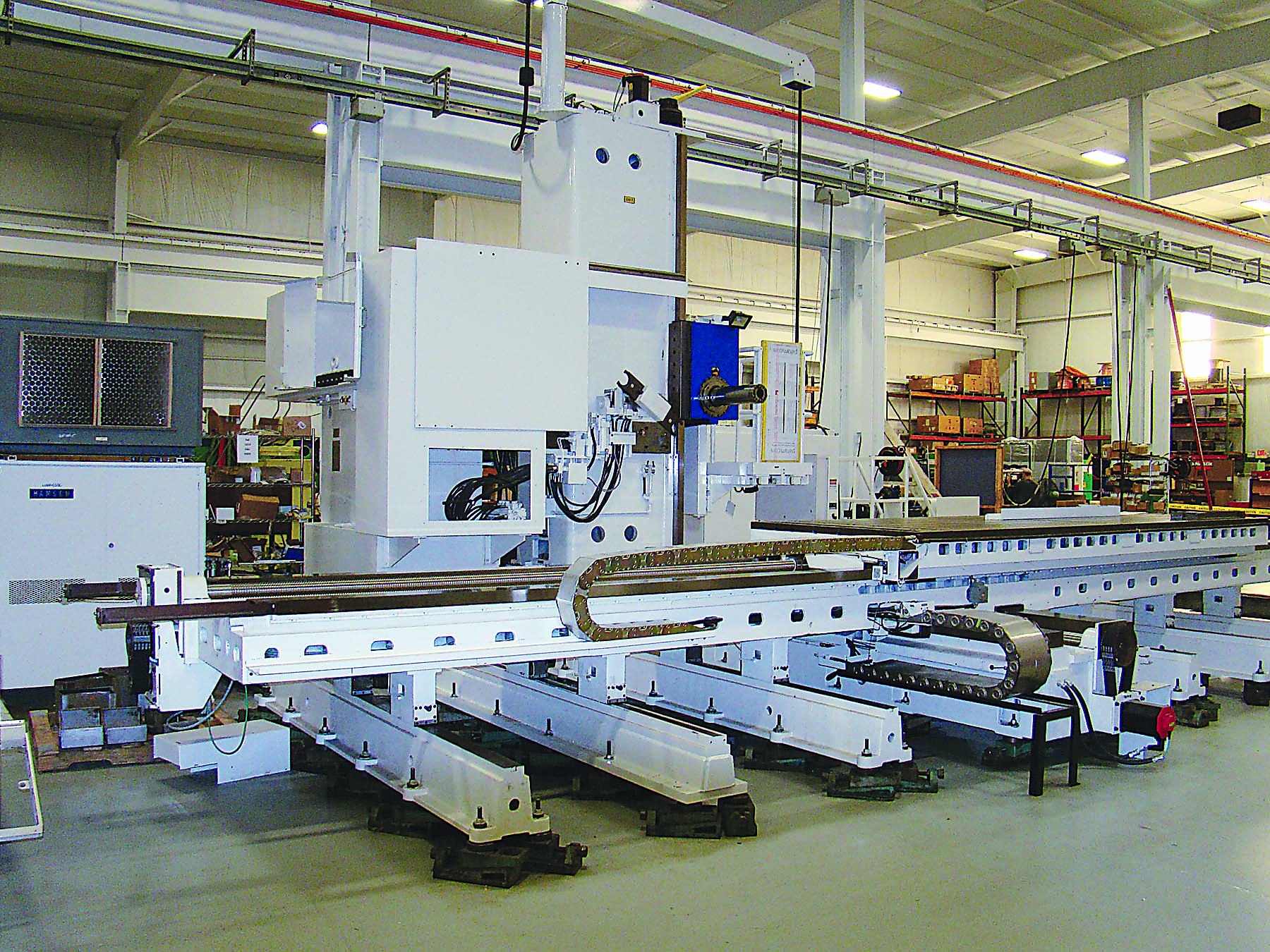
A machine remanufacture in progress at KRC Machine Tool Solutions. Image courtesy of A. Richter
In addition to building custom, multiple-axis machine tools and the new Fusion VI large-format gantry machine, which has a milling mast and secondary mast for abrasive waterjet trimming of composites, KRC recently launched a private-label line of vertical turning lathes and supplies Lazzati boring machines, Mario Carnaghi milling machines and Velocity vertical turning centers. KRC also is an authorized distributor of products for Heidenhain, Aries, Renishaw, FANUC, Siemens and Fagor.
The company remanufactures machines too and offers them as KRC-certified used machines. “From time to time in the marketplace, we will find a good machine that still has life left,” DeVore said. “We will buy it, retrofit it, do the mechanical rebuild and then sell it as a certified used machine with a new machine warranty on it. We label it as a certified used machine because we know that just like with our rebuilt machines, this machine is going to have the alignments and accuracy of OEM specifications or better. We typically do one or two of these per year, and we have four or five in storage.
The Three R’s
Basically, three options exist for getting a used machine into like-new or better condition: retrofit, rebuild or remanufacture. KRC states that a retrofit is for a mechanically sound machine with an outdated control and involves replacing the control, servo and spindle motors, drives and electrical components, along with installing new wiring. A rebuild involves reconstructing all mechanical components, replacing all bearings and seals, grinding hardened ways, hand scraping wear surfaces or replacing linear guides, repairing or replacing ballscrews, rebuilding the hydraulic and lube system, repairing or replacing way wipers and way covers, painting the machine and returning machine geometric alignments and positioning accuracy to OEM specs or better.
“It’s usually better,” said Jerry Mullins, a scraping contractor who has worked at KRC for 18 years. Mullins added that he received training from someone at the former Cincinnati Milacron Inc. about seven years prior to scraping for KRC. “He said I would probably never use this because scraping is a dying art and nobody does it. I do more scraping now than I ever have.”
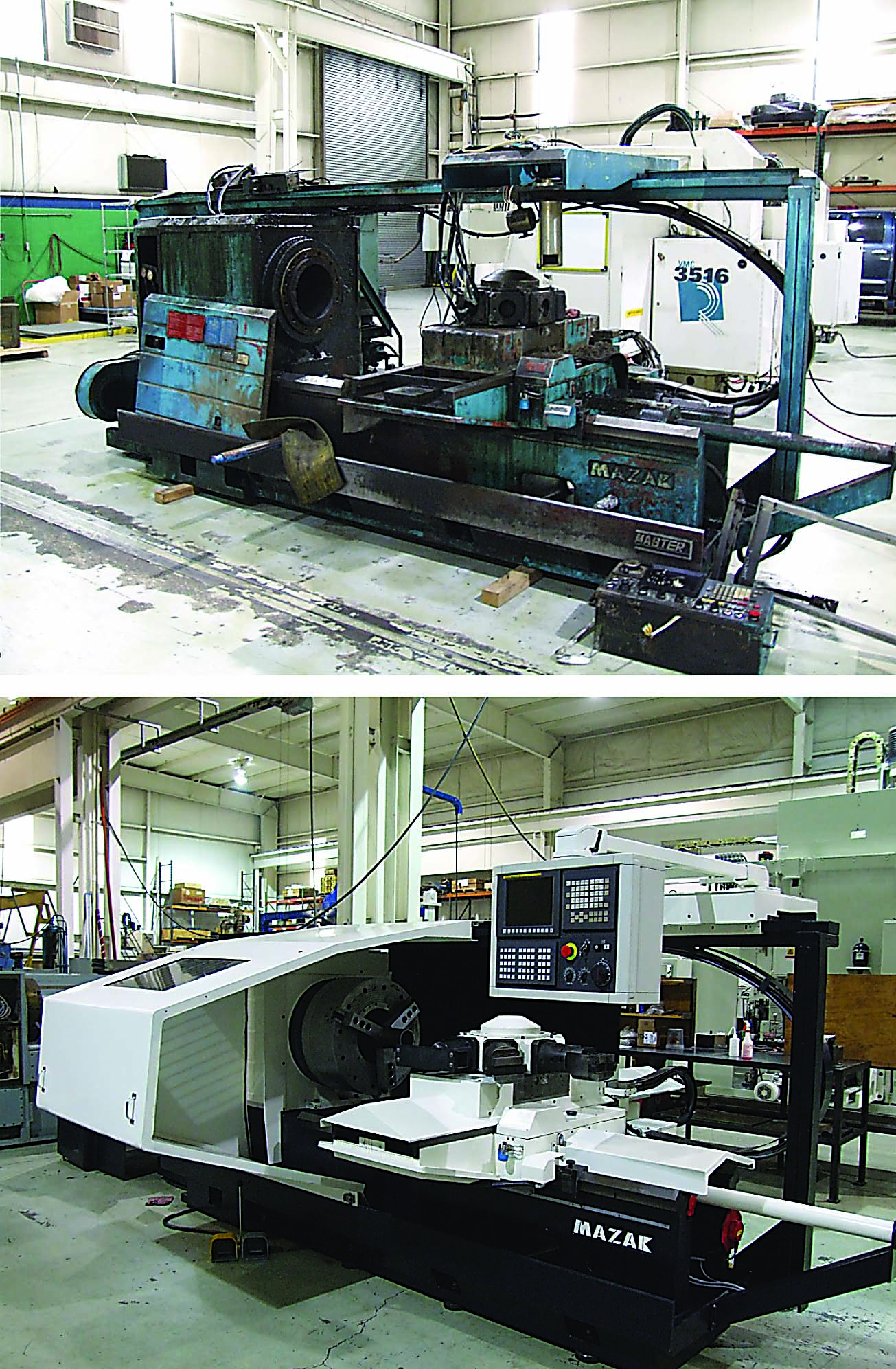
Before-and-after photos of a remanufactured Mazak Power Master turning center. Image courtesy of KRC Machine Tool Solutions
When rebuilding a circa 1976 vertical turning lathe, hand scraping consumed about eight hours a day, 40 hours a week for three or four weeks, Mullins said. “Some machines are bigger and take longer to scrape, and smaller machines you can do in a couple of weeks. With proper preventive maintenance, a good scrape job will probably last 10 years.”
A remanufacture includes all the rebuild steps, a CNC retrofit and at times a machine redesign to enhance its capabilities and improve its productivity. According to KRC, remanufacturing a machine costs about half of a new machine and is most appropriate when replacement costs exceed $600,000.
Remanufacturing or rebuilding a machine also can save time because the lead time on a new machine is usually longer. “Typically, it’s half the time to get them the machine and half the cost when rebuilding,” DeVore said.
She added that depending on the machine condition and work scope, a retrofit can take six to eight weeks, a rebuild takes roughly three to four months depending on part availability and delivery, and a remanufacture is typically at least a six-month project. Additional time might be required if replacements for worn components are no longer available and must be re-engineered and produced.
KRC annually performs five or six retrofits, about five complete in-house rebuilds at its 35,000-sq.-ft. facility and six or seven partial rebuilds at customer facilities, DeVore said. “We can never do a complete rebuild at a customer facility. There are just too many parts and not enough room, or you can’t keep the manpower out of service that long.”
The company also remanufactures or customizes two or three machines each year. “Some customers come to us with a special application or a part that they can’t quite fit on the setup of an existing piece of equipment,” DeVore said. “We have a full engineering department here that can redesign their existing machine and expand its functionality, or we can redesign and build a brand-new machine for that special application as a one-off custom machine.”
Managing a Project
DeVore emphasized that project management and the strategic planning that goes into project management provide significant value to KRC customers. “At the beginning of a project, the customer is given a detailed, mapped-out, specific line-by-line plan of how that project gets laid out. We do everything we can to hit the delivery date that we give them.”
That effort might require making strategic adjustments in labor allocation, for example, if KRC finds that it is running behind or ahead of schedule, she added. “Our customers have a commitment to their customers to deliver parts. So we have to execute on our end and make sure the delivery date that we tell them is exactly what it is. If this machine is late, that is going to cost our customer money.”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

