A dedicated machine isn’t always needed to hone a bore. Stroke honing on a vertical or horizontal machining center is an alternative to performing the process on a dedicated machine. In addition to having a lower machine cost and reduced maintenance, being able to perform other operations while producing a variety parts—even those that don’t require honing—is a major benefit to honing on a machining center, said David Plank, regional manager for Indiana at Hurco Cos. Inc.
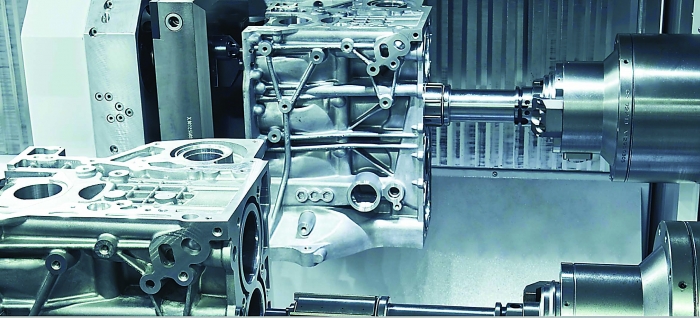
Image courtesy of MAG Automotive
“The key is flexibility,” he said. “The customer likes to have the flexibility to do various machining operations on one lower-cost machine.”
Going Vertical
In one application, Plank said a customer hones 2-cylinder, cast iron compressor housings for diesel engines on a Hurco VMX50 VMC, which has a 50-taper spindle. The machine has a variable-flow, 1,000-psi through-spindle coolant system from ChipBlaster Inc. M codes in the honing program expand a tool’s stones via coolant pressure, and software that Hurco developed controls the stroking motion of the hone.
“The only difference from our end is the software that’s added to the machine,” Plank said.
He added that the Indianapolis-based machine tool builder partnered with Bates Technologies LLC, which produced the honing and other finishing tools. In addition, Bates provided a control to measure the size of a bore while it’s being honed. To measure the diameter, air travels inside a tool and out to the cylinder walls. Honing continues until the specified diameter is achieved. When that occurs, the Bates control sends a signal to the machine to stop honing.
“The control shuts off the through-the-spindle coolant, collapses the honing stones, pulls the tools out, and the cycle is over,” Plank said.
A fine filtration system removes the sludge, which is composed of coolant, cast iron fines and diamond abrasive particles, before the coolant returns to the spindle.
“People—especially at smaller shops—really like the concept of being able to machine parts and hone parts on the same machine,” Plank said.
Tool Time
For honing the compressor housing’s 2¾"-dia. bores on the Hurco VMC, Bates Technologies engineered an eight-stone honing tool, said Kerry Davis, vice president of sales for the Noblesville, Indiana, toolmaker. “They are holding 3µm on size all day long with this process utilizing our in-process air gage that is incorporated into our hone tools.”
He added that this 2-cylinder housing has a total cycle time of 8 minutes, and the manufacturer produces about 75 to 100 housings daily over two shifts. That time includes boring prior to honing and post-honing brushing to remove any torn and folded metal.
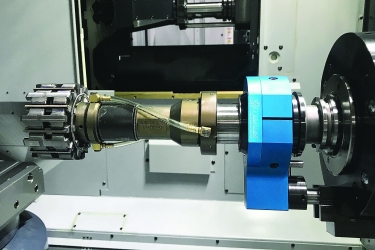
For a cast iron compressor housing honing application on a Hurco vertical machining center, the machine tool builder partnered with honing tool manufacturer Bates Technologies. Image courtesy of Bates Technologies
For another application, a company that remanufactures V-6 and V-8 engine blocks was having issues holding size and cylindricity when honing engine blocks on a dedicated honing machine. The company switched to a process that does the boring, honing and brushing of the blocks on a Makino a61 HMC with a CAT 40 spindle and turned to Bates Technologies for the honing tools, Davis said. The engine remanufacturer was utilizing a four-stone honing tool on the dedicated honing machine and was holding about 25µm on size and achieving poor cylindricity.
“We designed the hone head with 2"-long honing stones versus their standard tool using 3"- or 4"-long stones that was being used on their engine cylinders,” he said, adding that the shorter stone enables the end user to better hold the taper at the bottom of the bore. In addition, the hone has 10 stones instead of the previous tool’s four.
According to Davis, having more stones better distributes the pressure the tool exerts during honing of the cylinder walls, which helps improve cylindricity. “On the Makino, they are holding 5µm on size and 5µm on cylindricity.”
The engine bore is a semiblind-hole application because there are bearing journals at the bottom of the bore. “You can’t pass the tool more than a ½" past the bottom of the bore without hitting the bearing journal.”
The boring operation on the HMC leaves about 50µm to 75µm of stock for honing, Davis added. Total cycle time is about 20 minutes for the complete process for a V-8 engine block.
In addition to conventional stroke honing tools, Davis said Bates also manufactures diamond-plated, single-pass bore-finishing tools for honing parts, such as connecting rods, on a machining center.
Another Horizontal Approach
Being flexible is significant when the decision is made to hone on an HMC. “People really recognize the flexibility that comes with a horizontal machining center,” said Chief Technology Officer Douglas Watts for MAG Automotive LLC, Sterling Heights, Michigan. “So when you put honing on it, you are just incrementally more flexible in regards to the family of parts you can handle and the redeployment of the machine tool. Additionally, the use of several SPECHT CNC honing machines in a manufacturing system, rather than one large multiple-station traditional hone, results in a parallel process rather than a serial process. The parallel process will operate at a higher efficiency.”
The machine tool builder targets honing automotive applications, such as cylinder blocks and crank bores, on its SPECHT 600 HMC. “If you name any big European or U.S.-based automotive company, we’ve gone through some sort of validation process with them,” Watts said, adding that MAG has installed machines for honing in Europe and China.

The integrated drawbar(shown as the orange cylindrical shaft extending out of the spindle) moves along the spindle centerline to create motion in the honing tool. Image courtesy of MAG Automotive
Several primary technologies are integrated into the standard machine to enable honing. The Z-axis linear motor allows fast acceleration to generate a specific crosshatch pattern in the cylinder bores, Watts said. It also eliminates the concern of having a ballscrew reciprocate repetitively, wear and require frequent replacement. “Now that it’s a linear motor, you don’t have anything to wear out from the drive mechanism point of view.”
In addition, he said MAG developed a suite of honing-specific software for the machine’s Siemens Sinumerik 840D SL control. The third technology is having a standard HSK 100 tool interface in the spindle, which allows the SPECHT 600 to function like a standard HMC when it is not honing.
Watts pointed out that the additional machine features needed for honing are a pneumatic transformer, a drawbar integrated into the spindle and a honing control cycle that is parameterized to simplify programming. This last feature avoids having to teach someone to program the machine to produce the required specific finish. Instead, the desired characteristics are entered and the control writes the program.
The pneumatic transformer turns a honing tool into an air gage as air from the tool’s air nozzle is pressurized back through the spindle and to the transformer. “This transformer allows us to confirm the size of the bore before we machine it, while we’re machining it and after we machine it,” he said.
A drawbar spindle with HSK 100 interface means that a U-axis runs through the spindle centerline and moves the drawbar along the centerline to create motion in the tool, Watts said. “That motion is used for expanding the honing stones. We also use it for the boring operations prior to honing. Because SPECHT machines use standard, rigid HSK 100 toolholders, other related machining operations can be combined with cylinder bore honing, leading to improved overall part quality for features like crank bores, transmission dowels, head decks and other critical features.”
Sound the Trumpet
Watts added that the integrated drawbar supports form honing. Sometimes form honing is referred to as trumpet honing because the process produces a cylinder bore in which one end fans out into a horn-shaped geometry.
The U-axis is a fully digital NC axis with no analog data transmission, he said. “We can make complex shapes if we so choose.”
In contrast, a lot of conventional honing machines hydraulically produce motion in a tool. “If you are using hydraulics, you really don’t have position control of that axis. Consequently, you couldn’t make a complex shape,” Watts said.
According to Watts, honing on the HMC achieves the same—or better—tolerance and surface finish requirements as a dedicated machine. However, the HMC may not be as productive, depending on the application. When a part has an even number of cylinder bores, a two- or three-spindle honing machine has the edge over the single-spindle HMC.
“On an individual-spindle basis, we are faster,” he said, “but on a total-machine basis, we may not be.”
Reducing costs and increasing flexibility by honing on a machining center seems like an enticing combination. Nonetheless, OEMs and others are comfortable with dedicated honing machines and hesitant to step away, Watts said. “On some level, this is a bit of a game changer, and it takes time for game changers to take hold.”
Related Glossary Terms
- abrasive
abrasive
Substance used for grinding, honing, lapping, superfinishing and polishing. Examples include garnet, emery, corundum, silicon carbide, cubic boron nitride and diamond in various grit sizes.
- boring
boring
Enlarging a hole that already has been drilled or cored. Generally, it is an operation of truing the previously drilled hole with a single-point, lathe-type tool. Boring is essentially internal turning, in that usually a single-point cutting tool forms the internal shape. Some tools are available with two cutting edges to balance cutting forces.
- brushing
brushing
Generic term for a curve whose shape is controlled by a combination of its control points and knots (parameter values). The placement of the control points is controlled by an application-specific combination of order, tangency constraints and curvature requirements. See NURBS, nonuniform rational B-splines.
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- family of parts
family of parts
Parts grouped by shape and size for efficient manufacturing.
- linear motor
linear motor
Functionally the same as a rotary motor in a machine tool, a linear motor can be thought of as a standard permanent-magnet, rotary-style motor slit axially to the center and then peeled back and laid flat. The major advantage of using a linear motor to drive the axis motion is that it eliminates the inefficiency and mechanical variance caused by the ballscrew assembly system used in most CNC machines.
- machining center
machining center
CNC machine tool capable of drilling, reaming, tapping, milling and boring. Normally comes with an automatic toolchanger. See automatic toolchanger.
- numerical control ( NC)
numerical control ( NC)
Any controlled equipment that allows an operator to program its movement by entering a series of coded numbers and symbols. See CNC, computer numerical control; DNC, direct numerical control.
- parallel
parallel
Strip or block of precision-ground stock used to elevate a workpiece, while keeping it parallel to the worktable, to prevent cutter/table contact.
Author

Alan holds a bachelor’s degree in journalism from Southern Illinois University Carbondale. Including his 20 years at CTE, Alan has more than 30 years of trade journalism experience.
Contributors
Bates Technologies LLC
(317) 841-2400
www.batestech.com
Hurco Cos. Inc.
(800) 634-2416
www.hurco.com
MAG Automotive LLC
(586) 446-7000
www.mag-ias.com