Honing the edge of a cutting tool has benefits, including improved tool life, improved workpiece surface finish, reduced spindle load and reduced overall manufacturing cost.
Mutschler Edge Technologies LLC, which builds edge-prep machines, defines honing as the creation of a controlled radius and surface finish improvement at the intersection of two surfaces that form the cutting edge. Honed edges can be full radii, waterfall or reverse waterfall.

A machine preps the cutting edges of carbide inserts. Image courtesy of Mutschler Edge Technologies
Honing provides benefits for all types of tools, including HSS and carbide ones. The major benefits occur on a carbide tool prior to coating it. The radius edge allows the coating to better adhere to the tool surface because no dead-sharp corners or burrs are present. A coating reduces friction, increases the contact area of the cutting edge to the workpiece and strengthens the tool. If not honed prior to coating, the edge can fracture and expose the substrate, shortening the life and effectiveness of the coating and the tool. The surface finish of the edge is also improved, reducing friction and allowing for improved chip evacuation.
Tools that are not coated can also benefit from the controlled radius applied to the cutting edge.
Honing is a dry process achieved by applying a nylon-abrasive-filament brush to the edges of the cutting tool. The brush filaments are constructed from a nylon carrier that is co-extruded with an abrasive grain. This means that as the brush wears, new abrasive grains are constantly being exposed to the workpiece. These flexible brush filaments act as “flexible files,” wrapping and wiping across all edges evenly.
There are two separate dynamics to using these brushes: the cut that the abrasive creates and the force of the filaments as they contact the surface. Many factors determine the result, such as speed, direction, cycle time, depth of engagement and centerline placement.
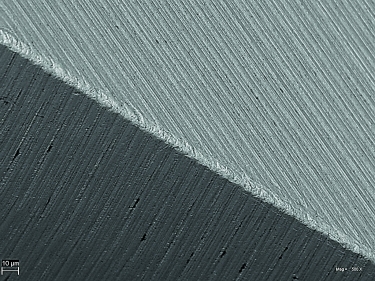
A 500× magnification of an edge preparation on a cutting tool. Image courtesy of Mutschler Edge Technologies
Nylon-abrasive brushes can be made in many configurations. The filaments can be round or rectangular, straight or crimped, and are available in many different diameters, depending on the application. The abrasives used in the brush can also vary greatly, depending on the application. They include silicon carbide, aluminum oxide, ceramic and diamond.
When an edge is sharpened, the post-ground material creates a ragged edge as the grinding wheel exits the cutting edge. This happens because there is no force pushing back on the edge to shear the burr away. If this edge is not addressed, the tool will have a dead-sharp cutting edge that will quickly wear and fracture.
Once a process is defined, it can be controlled to within 0.0001" from part to part.
The edge can be measured a few different ways. Common methods include visual measurements under a microscope and contour tracing. Also, image analysis software is available for inspection, allowing the user to measure in 2D and 3D.
The range of available hones is as broad as the range of cutting tools. As a rule, the harder the workpiece material, the larger the hone required. The best way to perfect the honed edge of a tool is to test the results and make adjustments accordingly, as each application is different.
—Mutschler Edge Technologies LLC, Cleveland, www.mutschleredgetech.com
Related Glossary Terms
- abrasive
abrasive
Substance used for grinding, honing, lapping, superfinishing and polishing. Examples include garnet, emery, corundum, silicon carbide, cubic boron nitride and diamond in various grit sizes.
- aluminum oxide
aluminum oxide
Aluminum oxide, also known as corundum, is used in grinding wheels. The chemical formula is Al2O3. Aluminum oxide is the base for ceramics, which are used in cutting tools for high-speed machining with light chip removal. Aluminum oxide is widely used as coating material applied to carbide substrates by chemical vapor deposition. Coated carbide inserts with Al2O3 layers withstand high cutting speeds, as well as abrasive and crater wear.
- burr
burr
Stringy portions of material formed on workpiece edges during machining. Often sharp. Can be removed with hand files, abrasive wheels or belts, wire wheels, abrasive-fiber brushes, waterjet equipment or other methods.
- edge preparation
edge preparation
Conditioning of the cutting edge, such as a honing or chamfering, to make it stronger and less susceptible to chipping. A chamfer is a bevel on the tool’s cutting edge; the angle is measured from the cutting face downward and generally varies from 25° to 45°. Honing is the process of rounding or blunting the cutting edge with abrasives, either manually or mechanically.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- grinding wheel
grinding wheel
Wheel formed from abrasive material mixed in a suitable matrix. Takes a variety of shapes but falls into two basic categories: one that cuts on its periphery, as in reciprocating grinding, and one that cuts on its side or face, as in tool and cutter grinding.
- high-speed steels ( HSS)
high-speed steels ( HSS)
Available in two major types: tungsten high-speed steels (designated by letter T having tungsten as the principal alloying element) and molybdenum high-speed steels (designated by letter M having molybdenum as the principal alloying element). The type T high-speed steels containing cobalt have higher wear resistance and greater red (hot) hardness, withstanding cutting temperature up to 1,100º F (590º C). The type T steels are used to fabricate metalcutting tools (milling cutters, drills, reamers and taps), woodworking tools, various types of punches and dies, ball and roller bearings. The type M steels are used for cutting tools and various types of dies.