Heat treating in-house: People & Companies
Buying a furnace or an oven to heat treat parts offers advantages compared with outsourcing.
Time, money and control. Those are three critical elements for any successful manufacturer of precision metal parts. Bringing the heat treatment process in-house by purchasing an appropriately sized furnace or oven benefits part manufacturers in all three.
Which one is most important depends on whom you ask. “I would say that a lot of our customers are starting from the perspective of managing the turnaround time to heat-treat their parts first and foremost,” said Robert Hauser, sales manager at Lucifer Furnaces Inc., Warrington, Pennsylvania. “For larger operations, managing cost becomes an equally important issue.”
He added that typical turnaround time can be as long as two to three weeks when sending parts to a commercial heat-treat company. In contrast, a job shop could heat-treat a small part in as little as 15 minutes in-house if it has the right equipment.

The KMTG-27 fire box furnace from Knights is equipped with a guillotine-style door. Image courtesy of Knights
David Harrell, account manager at Knights Corp., Bentonville, Arkansas, which offers Dragon Fire heat-treat furnaces, indicated time and cost as the two biggest benefits for machine shops that perform heat treating in-house. “The third parties, costwise, are going to charge minimums,” he said. “If you just have one or two pieces, they are going to charge an extra $150 to $200 as a minimum.”
Gaining more control of the heat-treat process tops the list for buyers of Grieve Corp.’s furnaces and ovens, according to Yuriy Pospelov, national sales manager at the Round Lake, Illinois, company. “They have more control as they bring heat treating in-house, and they can do it whenever they want,” he said.
Test Run
One option to determine if a manufacturer’s equipment will achieve results similar to those of a commercial heat treater is to have the manufacturer heat-treat a prospect’s part.
“Prospects want to see what happens when they put their parts in an oven or furnace for several hours,” said Frank Calabrese, vice president of sales at Grieve. “They send it here, and we run the tests for them.”
Grieve doesn’t analyze the results of the tests but leaves it to the customer to decide if a part has the proper properties, such as hardness and color, after heat treatment.
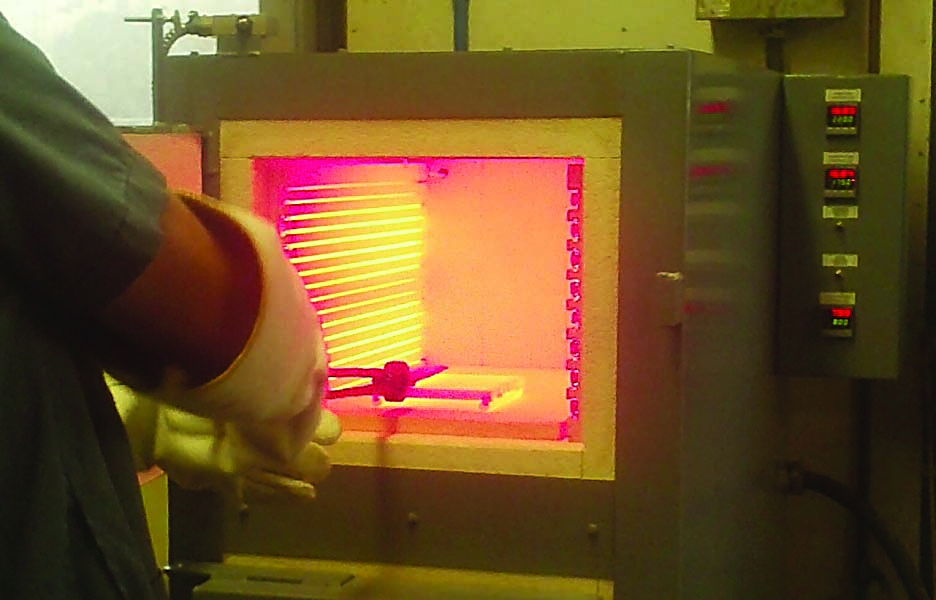
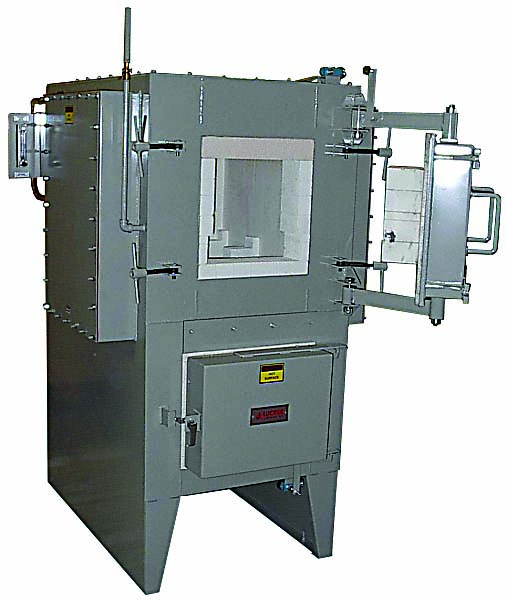
A worker heat-treats a part in a furnace from Lucifer Furnaces (top). Lucifer’s Model HS82GT-K18 dual-chamber, space-saving furnace (above is for hardening and drawing HSS and ceramics. Images courtesy of Lucifer Furnaces
Harrell pointed out that Knights primarily conducts tests when someone isn’t certain about a specific material or process guidelines are not available. “If it is a standard tool steel, it is a very straightforward process, very much like following a recipe to bake a cake. People see the process’s simplicity, and that’s the reason we don’t do more test parts.”
Hauser concurred that most prospective customers already have adequate knowledge about heat treating and are looking for an equipment manufacturer to help them select the right unit for an application. “Not to oversimplify it, but heat treating is basically time and temperature based on part size and the type of material.”
One important reason for testing parts is when someone is considering purchasing a piece of equipment with a protective atmosphere and wants to get a better picture of what that atmosphere yields on the final result.
Such a chamber would accommodate an inert atmosphere, typically using nitrogen or argon, rather than a regular air atmosphere. To effectively contain an inert gas and keep oxygen from reaching the parts so they don’t oxidize and discolor, the heat-treat unit must have a gas-tight construction, Calabrese explained. This construction includes seams that are welded continuously and a special inert gas fitting.
“It is made to be gas-tight so the atmosphere doesn’t leak out and air doesn’t leak in,” he said.
Another way to minimize oxidation while managing equipment costs is to wrap parts in high-grade stainless steel foil, Hauser noted. “They can prevent the scale and oxidation without investing in inert atmosphere equipment, which is considerably more expensive than an air atmosphere chamber.”
System Sizing
Sources agreed that most machined metal parts must be heat-treated or stress-relieved in some manner. “It could be both, or it could be one or the other,” Calabrese said, adding that stress relieving essentially involves annealing or tempering a part, such as a spring, to make it stronger, less brittle and more flexible while slightly reducing its hardness.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
Continue reading
October 2019

