Gunning for deep holes: Automation & Robotics
The UNE series of gundrilling machines are a good fit for high-volume/low-mix or low-volume/high-mix manufacturing environments.
Guns aren’t the only metal products that require holes with high depth-to-diameter ratios. So the latest generation of UNE series gundrilling machines also can help manufacturers in the automotive, medical, energy, defense and aerospace industries hit production targets.
Made by Unisig in Menomonee Falls, Wisconsin, UNE series machines are billed as a good fit for high-volume/low-mix or low-volume/high-mix manufacturing environments. With five models built from two frame sizes, the UNE series can drill hole diameters from 1.4 mm to 40 mm (0.06″ to 1.57″) and depths up to 3,000 mm (118″). Two single-spindle models offer maximum hole diameters of 25 mm (0.98″) and 40 mm while the three two-spindle models in the series can drill holes up to 12 mm (0.47″), 20 mm (0.79″) and 32 mm (1.26″) in diameter.
The single main-spindle servomotor delivers enough horsepower for two-spindle machines. When powered in single-spindle mode, however, Unisig points out that these machines can produce larger-diameter holes, allowing shops to add business without adding a machine.
For higher precision, all UNE bases are optimized using finite element analysis and machined on five sides in a single setup. At customer sites, no underlying foundation work is required, which simplifies installation.
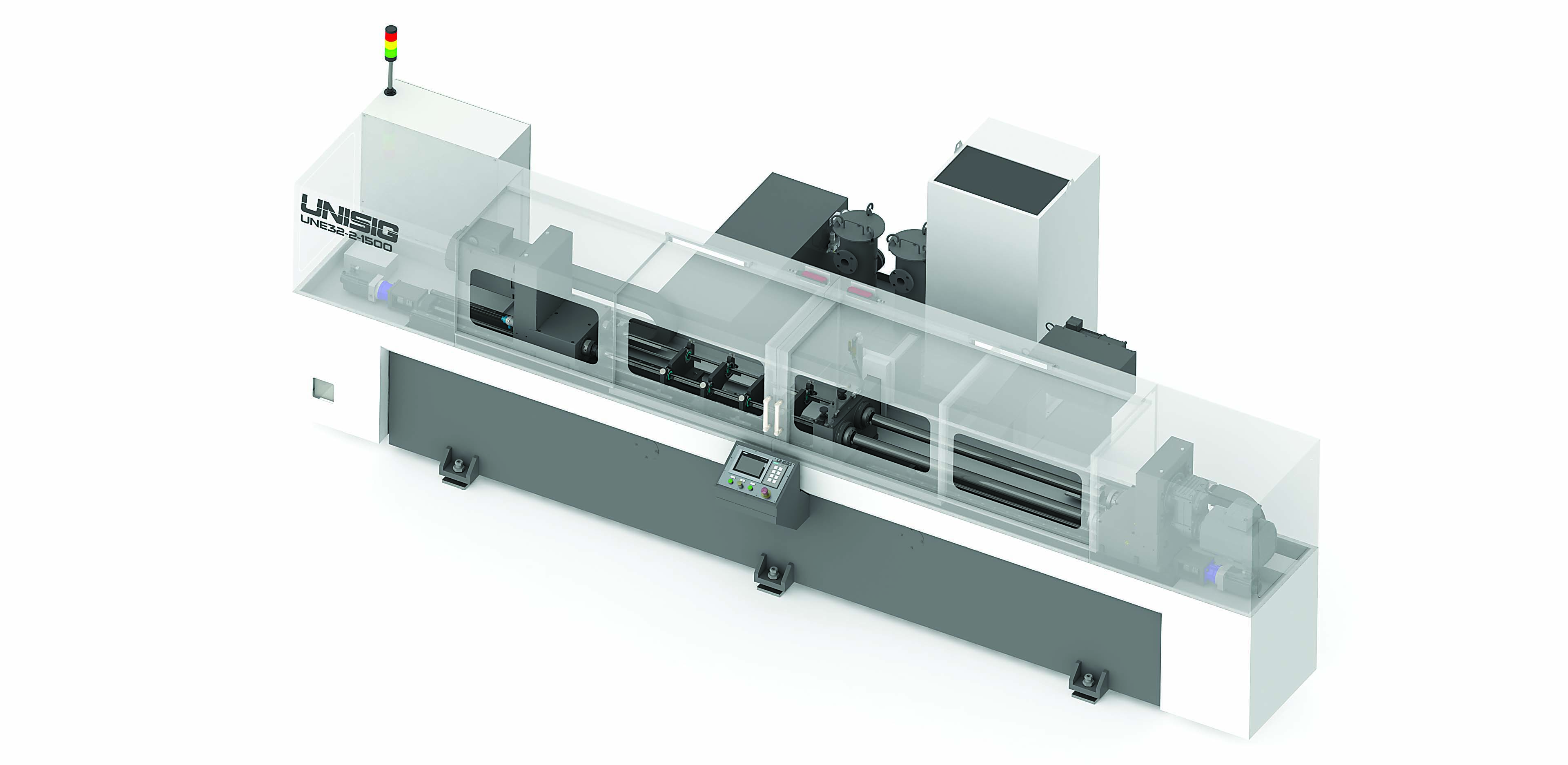
Working with a machining center, lathe or Swiss-style machine, UNE series gundrilling machines produce holes with high depth-to-diameter ratios. Image courtesy of Unisig
“The stiffness of the bed is such that (the machines) don’t take any strength from the foundation,” said CEO Anthony Fettig.
For efficient part processing, the compact machines can fit in close to an existing machining center, lathe or Swiss-style machine. Their size also saves valuable floor space and makes it easier to relocate them if necessary.
To simplify integration into a manufacturing cell, all UNE models are robot-ready. The robot-ready package usually includes Ethernet communication capability that allows messages to be passed back and forth between the machine and robot. The package also contains an automatic door that opens in response to a signal from a robot.
Even in manufacturing settings without a robot, the automatic door can be beneficial. For one thing, Fettig said, the automation eliminates the task of opening and closing a machine door, which fatigues operators who do it hundreds of times a day.
Additionally, a possibly surprising advantage of an automatic door is that it can give a big boost to throughput.
In Unisig’s production division, “we had a (long) history of running the same job over and over with manual operation,” Fettig said. “But when we put in the automatic door, we saw a 17% jump in productivity.”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


