CNC machine tools only generate revenue when they are producing good parts. The more good parts they make, the quicker the return on investment for machine tools. To maximize output, the total per-part machining time, including preparation, must be minimized.
The five keys to achieving that are to:
- Optimize the production schedule.
- Use efficient NC programs that minimize cycle time.
- Minimize setup time for fixtures, blanks and cutting tools.
- Eliminate production-preparation delays.
- Speed up tool and part changes on machines.
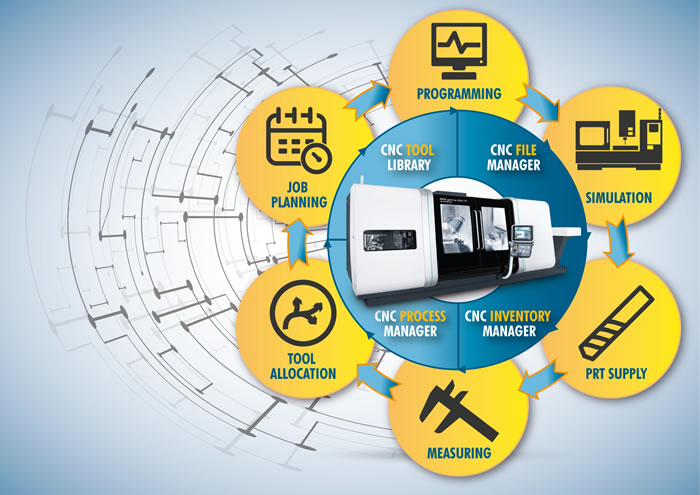
WinTool is a single-source CNC master database for manufacturing data. Image courtesy WinTool.
Depending on the type of production method used, the significance of these five factors differ. For example, a large-volume manufacturer will typically focus on automation efforts and toolpath optimization using efficient NC programs, while a job shop will most likely focus on minimizing machine tool setup and optimizing operation procedures.
Automation can be achieved relatively easily by investing in robots, tool magazines, and tool and part changers. These investments are easily justifiable, and, in general, simultaneously improve throughput and part cost and quality.
On the other hand, improvements are much harder to achieve when preparing a machine for a job, programming parts, and supplying production resources and tools. This is because many people with various levels of expertise, along with multiple departments, are interdependent upon one another to run a production job. Each part runs through a long workflow, which includes employees from R&D, production planning and resources, programming, purchasing, and tool storage, presetting, machining, QC and shipping.
The challenge is that most departments are working with different systems introduced over the last 20 years. These include software—Microsoft Office, enterprise resource planning (ERP), product lifecycle management (PLM), CAD/CAM and simulation—as well as presetting gages, vending machines, storage lifts and machine controls. In addition, suppliers are flooding the market with webstores, apps and cloud-based offerings that are frequently added to the mix.
Not only have the number of different systems increased, but the data volume used in production has increased exponentially in the last few years. In addition, virtual machining requires not only organizing and maintaining a real production shop, but also maintaining an exact replica of it in the digital domain.
So it is no surprise that production resources and tools data management have become the bottleneck at many CNC shops. To break this data-processing logjam, many companies heavily invest in new IT systems and automation. These investments do not eliminate the problems. On the contrary, this approach often makes the problems worse by introducing more nonintegrated systems.
The production-preparation process has become too cumbersome and slow in many companies, delaying ROI.
Many managers have tried to tackle this problem by implementing manufacturing execution systems (MES) and by controlling the timely job execution of the production lot via OEE (overall equipment effectiveness) or similar systems. These may be useful for many objectives, including identifying flaws and issues; however, they do not fix existing systemic problems.
The solution is to remove the bottleneck by reengineering the workflow when preparing a CNC machine. The machine-preparation workflow can be redesigned by implementing a production resource and tools (PRT) management system, such as WinTool.
The objective of PRT management is to store all files and data for a CNC production job in one CNC master database and to integrate the various systems that different departments use. With this approach, there is only one place to store and find information for all employees, and CNC production data becomes referenced, retraceable, manageable and nonredundant.
WinTool links CNC setup jobs with NC program data. For each machine setup, the software creates a digital NC folder that includes the NC program and all related files, such as setup instructions, bill of materials, operation instructions and CAM source files. The NC folder can be integrated and release-controlled by an external system, such as a PLM, ERP or MES.
When a new production job is scheduled, programmed and prepared, the available tools and technology in the shop can be analyzed immediately and in real time on the screen, and data can be transferred to, for example, CAM systems or presetting gages. Also, newly created production data and setup instructions are systematically and consistently stored, the production history becomes retraceable, and the user controls data access and modifications.
A successfully implemented PRT management system changes the way production preparation works across different departments and systems by implementing a single-source database. It standardizes production workflow, automates data processing, consistently stores CNC production data and makes that data retraceable and reliable.
And, ultimately, PRT management removes the data bottleneck in CNC production caused by many people, systems and departments inputting data and the increasing volume of data associated with virtual machining.
Related Glossary Terms
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- computer-aided manufacturing ( CAM)
computer-aided manufacturing ( CAM)
Use of computers to control machining and manufacturing processes.
- numerical control ( NC)
numerical control ( NC)
Any controlled equipment that allows an operator to program its movement by entering a series of coded numbers and symbols. See CNC, computer numerical control; DNC, direct numerical control.
- toolpath( cutter path)
toolpath( cutter path)
2-D or 3-D path generated by program code or a CAM system and followed by tool when machining a part.