

Exploring mother machines
Kip Hanson delves into what it takes to make the machines that make machine parts.
Machine tool construction is a contentious subject. Nowhere is this more evident than with “mother machines,” highly accurate machine tools used to make parts for other machine tools. For a builder to say that it uses someone else’s machine tools to build its own machines would be like Ford Motor Co. saying its corporate fleet is filled with BMWs and Acuras. This is why most builders prefer to drink their own machine tool Kool-Aid whenever possible. It gives them a chance to test and further refine their wares. Equally important, it sends a clear if unstated message to potential customers: “If our lathes and mills are accurate enough to machine our own parts, they’re certainly accurate enough for yours.”
75,000 Hours
Robb Hudson, CEO of Mitsui Seiki (U.S.A.) Inc., Franklin Lakes, New Jersey, suggested that the term is becoming watered down as an increasing number of builders proclaim themselves members of a once-elite club.
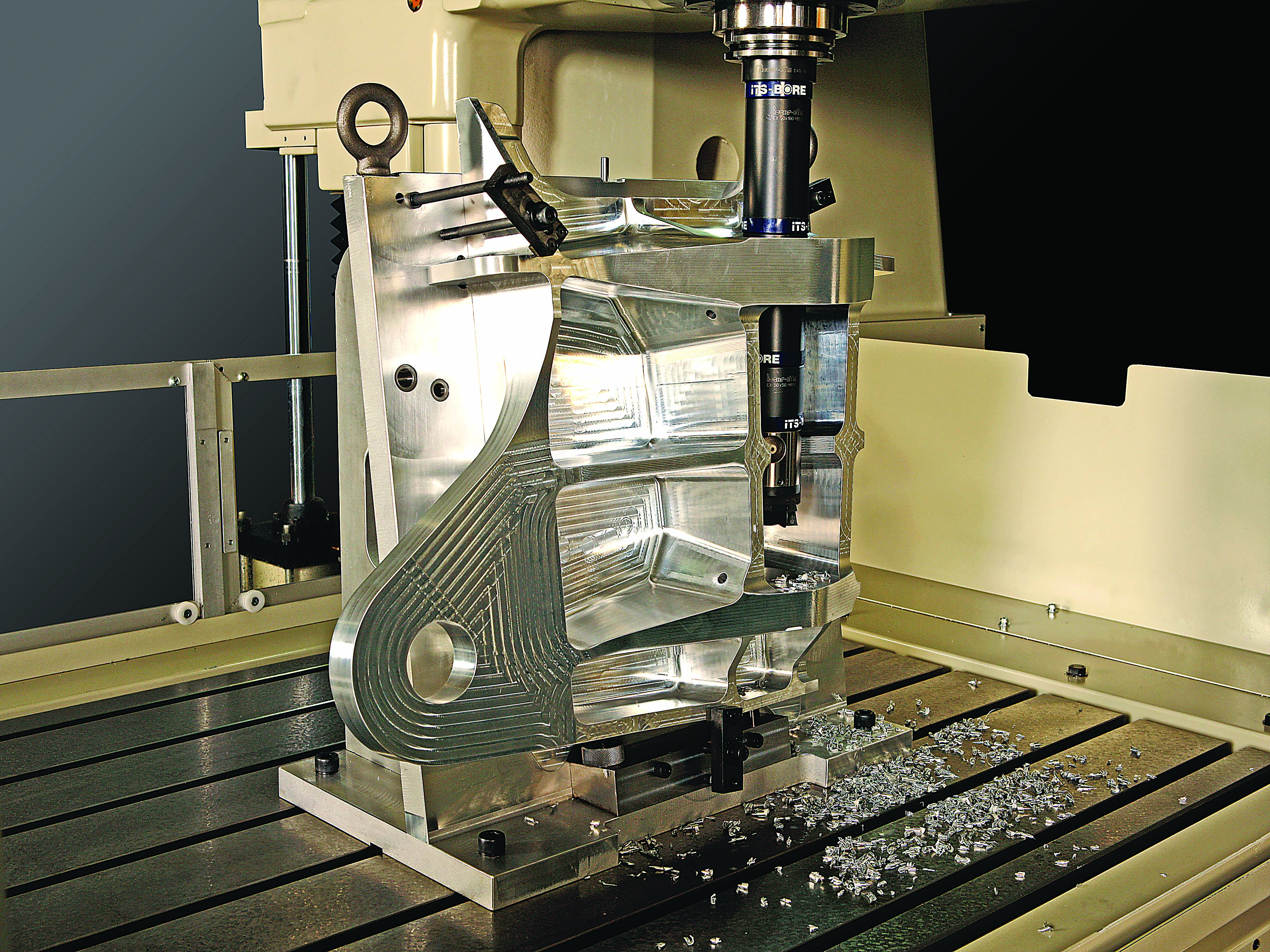
Mother machines are used widely in the aerospace industry to achieve extreme accuracy when producing critical components. Image courtesy of Mitsui Seiki (U.S.A.)
“In order to produce a mother machine, you must have a level of precision that’s not easily attainable, and the ability to deliver that precision means painstaking preparation of the various components that make up the machine tool,” he said. “A significant portion of our domestic market business comes from the machine tool industry.”
To Hudson, mother machine means volumetric accuracies better than 20μm over “large areas.” It means submicron positioning accuracy and repeatability without CNC compensation. Perhaps most importantly, it means that the machine will continue to perform at these levels for 75,000 hours, even under heavy cutting loads.
“It’s one thing to achieve that accuracy when the machine is new, but how about 15 years from now, after thousands of hours cutting hardened materials, nickel alloys and titanium?” Hudson said. “The harmonics and forces generated when machining these materials causes deterioration of various machine components, which in turn leads to ballscrew wear, spindle failure and general loss of accuracy. It’s easy to make claims of mother machine accuracy, but the real proof comes later, after the machine has seen years of production work.”
Mother status aside, a prime market for these machine tools is the aerospace industry, he said, which calls for extreme accuracy when producing parts such as titanium aircraft structures, landing gear and engine components. Mitsui Seiki is also enjoying increased demand from the military and defense sector, particularly with satellite imaging applications.
Golden State Mothers
DMG Mori USA Inc., Hoffman Estates, Illinois, is another builder using its own equipment for machine tool production. CMX Product Manager Daniel Amendola listed four components critical to constructing the “machines that make the machines.”
- Accuracy: Precision is essential for a mother machine to produce high-quality components for machine tools.
- Capability: The machine must be able to accommodate very large, complex castings while still providing the required accuracy.
- Flexibility: The machine must have enough power to handle a variety of materials and multiple axes to cut compound angles.
- Quality: The quality of each component and control of each process from the very beginning must be unmatched.
“When we set out to manufacture our mother machines, we rely on our powerful standard machine models to get the job done right the first time and for years afterward,” he said. “It is a testament to this quality-focused approach that other machine tool builders utilize our equipment to create components for their own products.”

The Mazak Versatech V-140N 5-axis double-column machining center is for machining large workpieces thanks to its spindle head that can position to the vertical and horizontal positions and any angle in between. Image courtesy of Mazak
Amendola noted DMG Mori’s mother machines are built to stringent specifications and have the same quality and accuracy requirements as the company’s standard production machines, “utilizing many of the same components as our high-production models to simplify service and support.
“We use six Japanese- and German-made DMG Mori milling machines with automation in our Davis, California, facility to produce many of the major components for our NHX horizontal machining centers and CMX vertical machining centers,” he added. “This is also the approach taken by our other manufacturing facilities worldwide. The advantage of using our own machines in our factories is that we can then utilize the feedback from our manufacturing engineers to improve and iterate our designs, ultimately providing better products to our customers.”
Off the Shelf
With the advent of more capable, accurate machine tools, manufacturing them has become simpler. The number of operations needed to complete any given component is less than it once was, and performing fewer operations generally enhances accuracy. This is the premise behind Mazak Corp.’s “Done in One” philosophy, which is demonstrated at its Florence, Kentucky, factory.
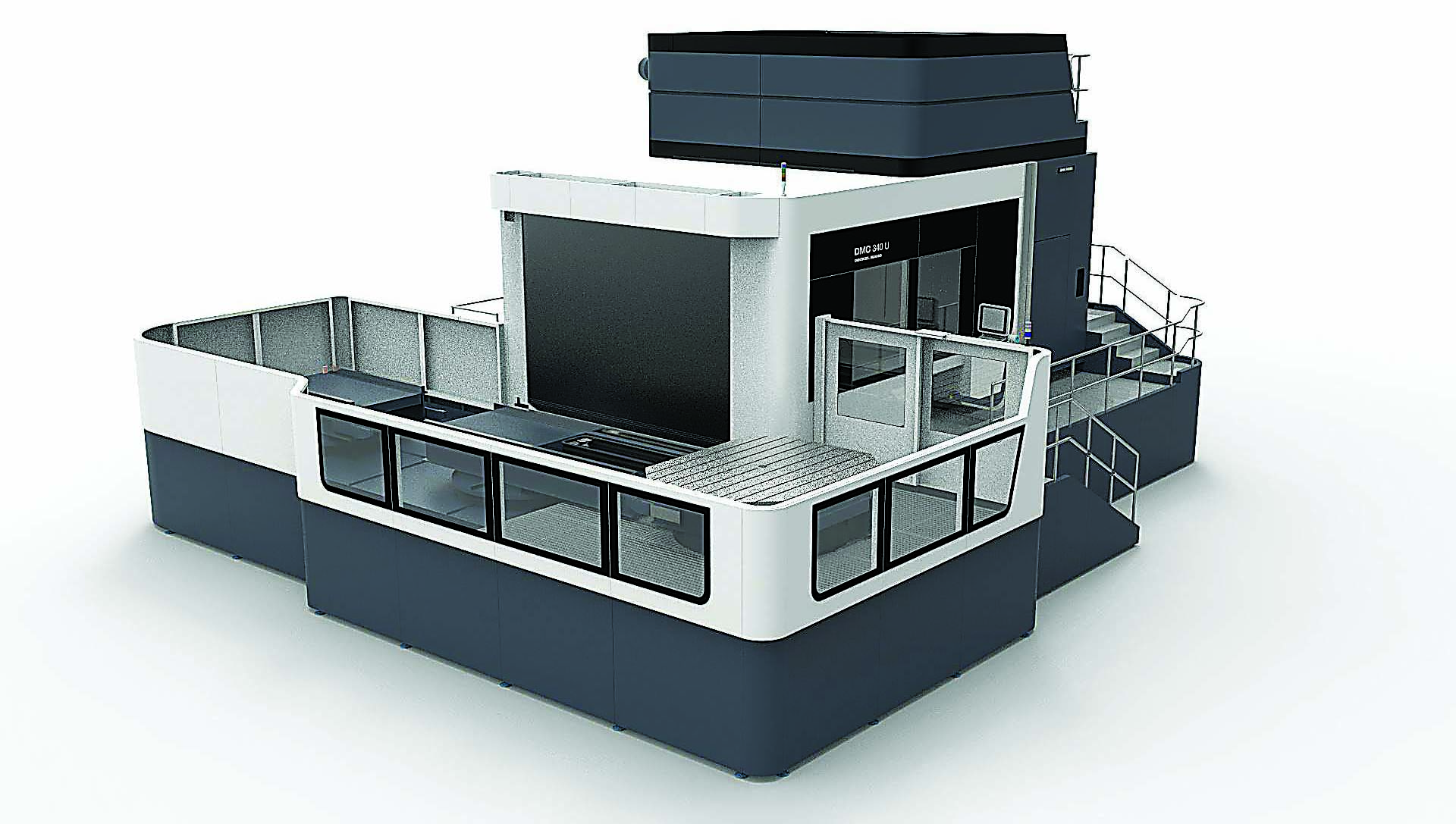
DMG Mori’s 340 U 5-axis portal-style machining center boasts a table capacity of 22,000 lbs., sufficient for many machine tool components. Image courtesy of DMG Mori USA
“We use all our own machine tools to produce our machine tools,” said Ben Schawe, vice president of manufacturing. “There’s really nothing special about these machines, meaning that they are all standard products for us. For example, we machine the base of our machines on a Mazak V140 bridge mill equipped with a 5-axis head. This allows us to machine every contour on that part in one setup, which greatly reduces the accuracy loss associated with multiple setups.” That said, this is the same machine tool technology the company sells to all its vendors, distributors and customers, Schawe noted.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion