Embracing slot diversity: People & Companies
Regardless of whether an end user plows a cutting tool into a workpiece material or takes small, light and fast cuts, slot milling can be hard, depending on the application.
Regardless of whether an end user plows a cutting tool into a workpiece material or takes small, light and fast cuts, slot milling can be hard, depending on the application.
“Taking a 3″-dia. (76.2 mm) cutter and burying it in titanium is pretty challenging,” said Luke Pollock, product manager for Walter USA LLC in Waukesha, Wisconsin. “Anything that is difficult to machine, like stainless steel, or where chip control is a big concern is always going to be a challenge.”
Effective chip evacuation is also a consideration when milling a deep slot or groove because re-cutting chips shortens tool life and chips can mar the surface finish, said Joseph DeRoss, Eastern U.S. milling specialist for Sandvik Coromant Co. in Fair Lawn, New Jersey. According to Dan Tucker, Western U.S. milling specialist, a slot is deep when a tool takes a cut at least two diameters deep. (Both men support the Central U.S.)
“As far as deep grooves,” Tucker said, “where you are going to have chip evacuation issues, horizontal machines are the preferred method.”
Because of how parts usually are positioned for slotting, Greg Bronson, sales director of the Americas for Saegertown, Pennsylvania-based Greenleaf Corp., said most large-diameter slotting is performed on horizontal machining centers while many T-slot cutters and undercut tools are applied vertically.
He added curved slot milling to the list of challenges. End users that serve the aerospace or power generation industries perform that operation when producing bladed disks, or blisks, where the shape of the airfoil is curved.
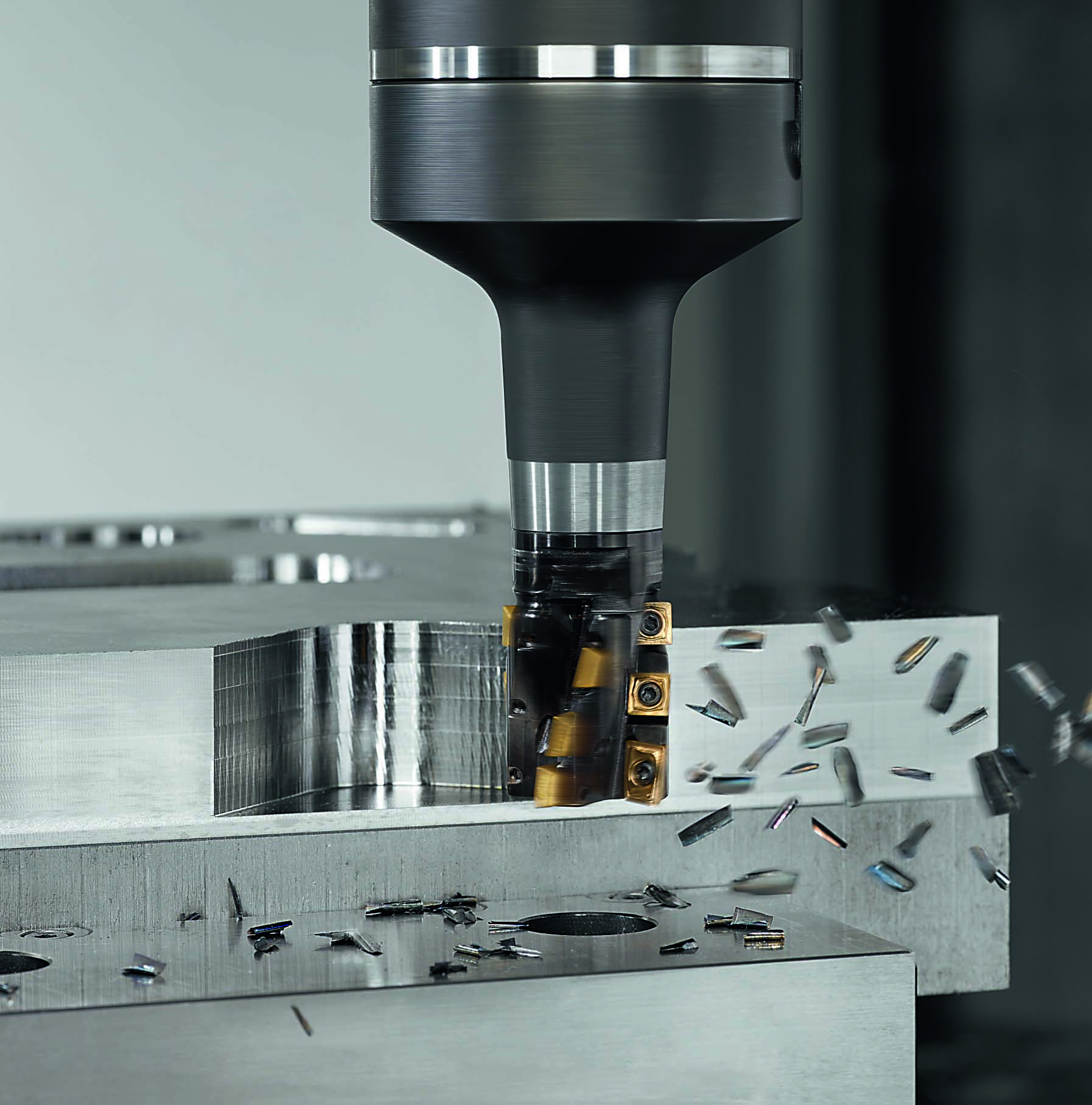
Walter USA offers a variety of tools for slot milling, including porcupine cutters. Image courtesy of Walter USA
Bronson said Greenleaf designs cutters that go into curved shapes, “which is a challenge because you don’t have a straight line of sight through that slot like you would with traditional slotting. The tool is a little unusual. When you look at the side profile of a contact lens, it’s dished; that’s the shape of the cutter.”
Unlike most cutting tool manufacturers, he said 60% to 70% of the tools Greenleaf sells for slot milling are specials because the standard line from the company is fairly narrow.
“We do a lot of custom work for customers based on what their specific part needs are,” Bronson said.
For example, the toolmaker has produced slot mills with diameters as large as 660.4 mm (26″).
When a blade is attached to a disk rather than being integral like a blisk, a connection that looks like a fir tree is needed, Bronson said. The feature frequently is rough- and finish-broached, but Greenleaf produces milling tools that can eliminate the need to rough-broach the slot, significantly reducing cycle time.
Tool Time
Because slots or grooves can be short or long, closed or open, straight or crooked, deep or shallow and wide or narrow, one type of tool does not suit all applications, according to Sandvik Coromant. Options include endmills, disc cutters, long-edge or helical cutters, and side mills and facemills.
When machining a slot that starts and ends open, for instance, Tucker recommends an indexable-insert disc cutter.
“You are not stopping in the part,” he said, “and 99% of the time a wheel cutter is more productive because you have more inserts in the cut than an indexable or solid-carbide endmill.”
Pollock said the DOC determines the type of tool to apply, with a facemill limited to the DOC capability based on insert size.
“If you need something more than that,” he said, “you need to use a helical mill that has multiple inserts than can make up the cutting edge depth. A helical tool has a long cutting edge; some call it a porcupine cutter.”

Greenleaf designs cutters that go into curved shapes, such as the airfoil of a blisk. Image courtesy of Greenleaf
In addition, a workpiece material influences the geometric features of a tool. Bronson said stringier materials, such as some high-temperature superalloys, require a tool with a positive geometry to more effectively shear the materials. He said a positive geometry also is recommended for cutting titanium and aluminum alloys.
On the flip side, he said a negative geometry is more appropriate for abrasive materials like cast iron.
“It gives you a little bit stronger edge and reduces edge breakdown,” Bronson said.
To help minimize edge chipping on positive tools, they typically have a small hone on the edge that measures from 0.0127 to 0.0254 mm (0.0005″ to 0.001″), depending on the workpiece material and application, he said.
For severe slotting operations where trouble with vibration or edge chipping might occur, DeRoss suggests a heavy edge preparation.
“It might be positive,” he said, “but at the edge, there might be a little flat to help give it more strength.”
DeRoss said a highly positive edge usually reduces vibration while creating curled, manageable chips, but the more positive the edge, the weaker it becomes.
“You always want to push that limit but not to where you give up the edge strength,” he said.
Pollock concurred that an edge that’s too positive poses pitfalls.
“Particularly in soft materials,” he said, “it might have a tendency for the material to try and pull the cutter into it and pull it off its line of center. That can induce a lot of chatter.”
In addition to an edge preparation, DeRoss said applying a chemical vapor deposition coating strengthens the cutting edge of an insert, though the edge won’t be as sharp as one with a physical vapor deposition coating.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
Continue reading
January 2021
QR codes and videos from this issue
Print QR codes, video callouts, and in-magazine links for this article now point to the CTE video hub in the HTML version.


