Drilling deep
Drilling deep
Take a deep dive into deep-hole drilling.
While drilling is one of the most common machining processes, deep-hole drilling is a specialized segment in and of itself. Deep holes generally are defined as having a depth-to-diameter ratio of greater than 10-1 and thus require special techniques and equipment to ensure reliable results.
The term gundrilling routinely is used to describe deep-hole drilling, but gundrilling actually represents a small percentage of deep-hole operations. Although gundrilling was developed to machine rifle bores, the technology and tooling of the process have evolved to be used when creating precision holes in products as diverse as fuel injection components, medical equipment and injection molds for plastics.
A true gundrill is a single-flute, self-piloting tool that also burnishes the hole that it generates. Unlike the spiral flutes of twist drills, the straight flute of a gundrill extends for the length of the drill, and through-tool coolant reaches the cutting zone via an outlet at the drill tip. High-pressure coolant then pushes chips up the bore, along the straight flute and out of the hole.
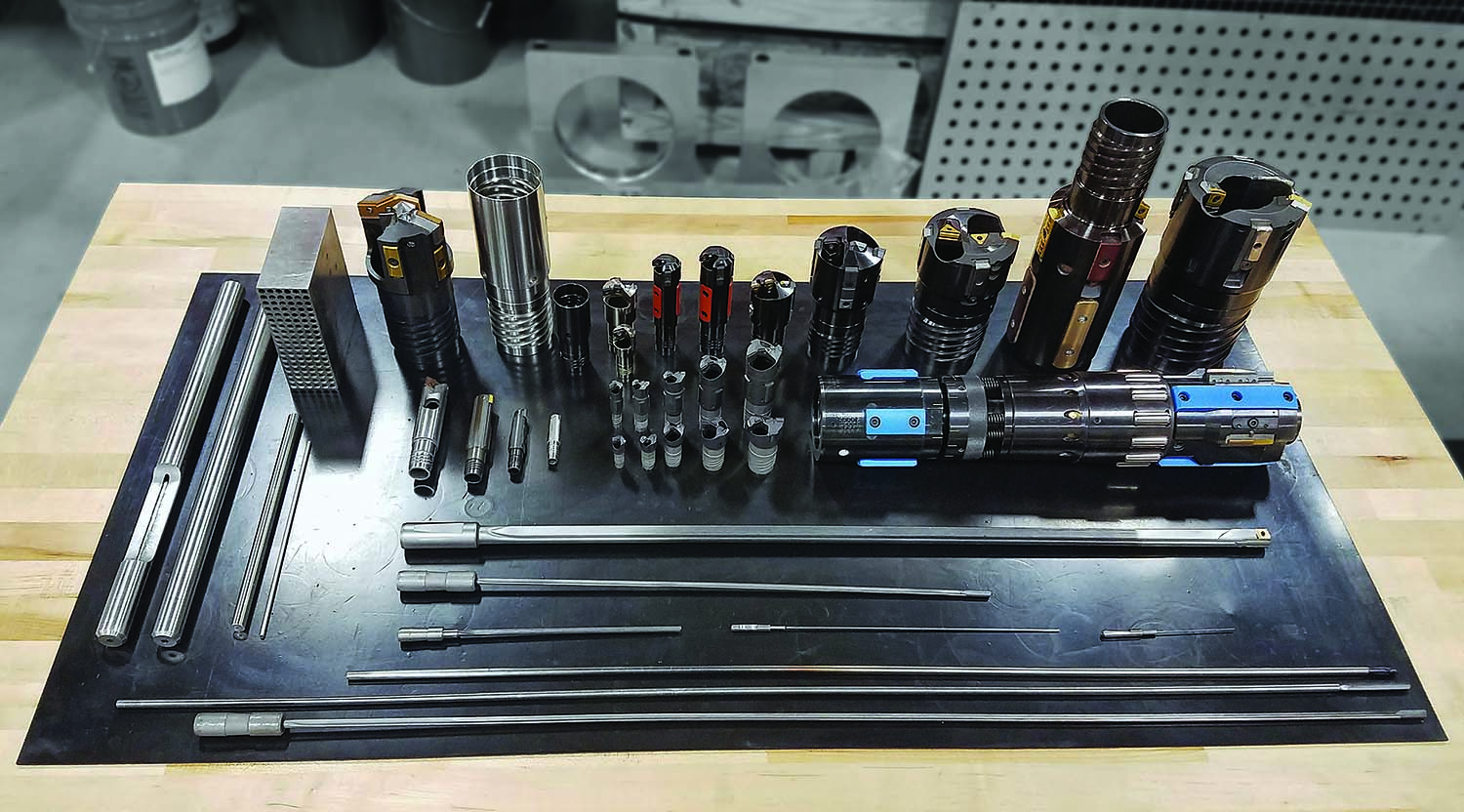
While drilling is one of the most common machining processes, deep-hole drilling is a specialized segment in and of itself. Image courtesy of Unisig
The diameter application range of gundrills is not large, generally covering 1 mm to 50 mm. Brazed-shank, solid-carbide and inserted drills are available, and recent advancements in gundrill technology include the development of indexable-insert drills that can machine holes as small as 13 mm in diameter. Gundrills can be applied to produce holes of less than 20-1 depth to diameter on standard CNC equipment, but dedicated equipment is necessary for maximum productivity and process reliability for higher depth-to-diameter ratios, such as 400-1 in some cases.
Other drill styles, such as spade drills and high-feed twist drills, provide limited deep-hole capabilities without special equipment, as well as faster feed rates than single-flute gundrills. However, because these styles are not self-piloting and do not burnish a hole, hole quality doesn't compare with that of a gundrill, and these deep-hole drill alternatives often are limited to holes with 40-1 depth-to-diameter ratios and lower.
For larger-diameter deep holes, BTA drilling is a highly effective process that gives great versatility and top quality. The Boring and Trepanning Association, an industry standard consortium of manufacturers, developed the BTA system in Europe over 80 years ago. The process employs a specialized drilling head mounted on a long drill tube, and machine tools designed to perform BTA and related processes are complex systems of high-precision components engineered to produce extremely deep, highly accurate holes.
Compared with gundrilling, in which through-tool coolant is introduced at the cutting zone and forces chips out through the drilled bore, the BTA system essentially operates in reverse. In BTA drilling, coolant is fed outside the drill tube through the drilled bore to the cutting zone. Chips then are evacuated through the center of the drill, eliminating the chance that they will scar the drilled bore surface. BTA application diameters generally start at 1", but use is more common at diameters greater than that, and the process shows benefits in 20" and larger bores.
In addition to being scalable to larger diameters, the BTA system can produce different hole types and geometries, including solid drilling, counterboring, multiple-step bores and trepanning. A BTA drilling system is capable of quickly removing large volumes of metal, but the process requires proportionately greater spindle power and coolant flow.
Considering their versatility in creating a wide variety of hole sizes and geometries, BTA drill systems actually provide deep-hole machining, as well as deep-hole drilling. Complex hole configurations, such as step bores or internal contours, can be produced by sequentially revisiting a bore with different tools in the same machine and in the same setup. Typical operational steps might include drilling through a workpiece, straightening the bore via pull boring, counterboring to create a larger bore on the same centerline and then using a radius tool on the hole bottom and skiving or burnishing tools to achieve a superior hole finish.
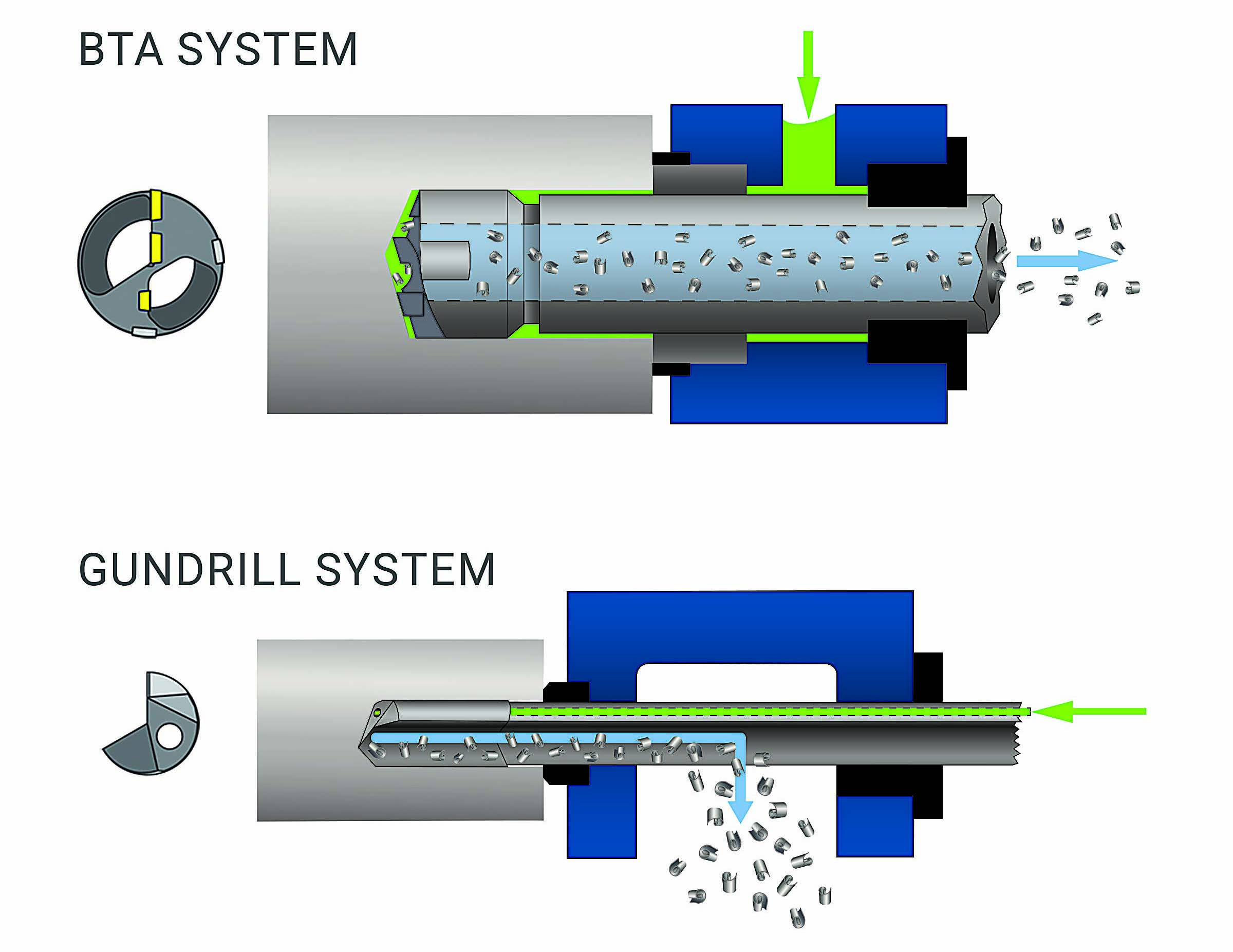
Compared with gundrilling, in which through-tool coolant is introduced at the cutting zone and forces chips out through the drilled bore, the BTA system essentially operates in reverse. Image courtesy of Unisig
Advances in CNC technology now enable the use of special tools with CNC servo-actuated cutting edges to create multiple features and contours in a minimal number of operations. Use of such sophisticated programming and tooling used to be limited to large organizations with sufficient resources to engineer the systems and amortize the costs of the complex processes.
Now, highly productive BTA technology is becoming increasingly mainstream as drilling equipment suppliers like Unisig consolidate and systematize the formerly one-of-a-kind operations. As the methods and tools are recognized more widely, they are adopted more frequently by manufacturing engineers and become less expensive.
Current BTA equipment exploits the bulk of the technological advantages of state-of-the art machine tools, including sophisticated motion control, backlash-free contouring and emphasis on overall machine stiffness, with a focus on thermal management to ensure consistent results in deep bores. Unisig, for example, recently engineered a machine that can create a 32' bore and enables contouring 28' down that bore.
Deep-hole boring equipment is progressing in the manufacturing industry. Whereas in the past, an old gundrill sat at the back of a shop awaiting occasional use, now a deep-hole drilling system is at the forefront of machining accuracy and process reliability and finds increasingly frequent application at facilities.
What many shops fail to realize is that producing big, deep holes creates issues with chip evacuation and management. Larger machines can have between 100 hp and 200 hp and can generate a ton of chips per hour. Accordingly, a machining system must be able to deliver and remove coolant — and chips — from the bore at speeds in the range of hundreds of gallons per minute. Additionally, deep-hole drilling by nature generates unwieldy chips. Gundrilling and BTA deep-hole drilling technologies employ geometry strategies, along with speed and feed combinations, that help prevent chip management problems. Unisig's flow-based chip management systems, for instance, automatically increase coolant pressure when restrictions are detected.
Ongoing improvements in deep-hole drilling tooling include tip geometries, coatings and carbide technologies that permit greater penetration rates and thereby higher throughput. Some tooling also may require new drilling machine technology to fully exploit the productivity advantages of those new tools. The combination of technologies results in greater productivity, as well as increasingly cost-efficient operation.




