Shops that decide to add a Swiss-style lathe to their machine lineups join a large, growing club. But what accounts for the increasing popularity of Swiss-style machines? And if a shop hasn’t jumped aboard the Swiss bandwagon, should a shop do so?
First, the basics: A Swiss-style lathe is a turning machine that feeds stock through a guide bushing. A tool cuts the stock near the bushing, which is the support point, regardless of the length of the workpiece. This makes Swiss machining a good choice for turning long, slender parts.
“The fact that the tools are so close to the guide bushing helps with rigidity,” said Application Engineer Scott Petrisko of Absolute Machine Tools Inc. in Lorain, Ohio. “On a conventional lathe, your zero point is away from the chuck and you have deflection issues.”
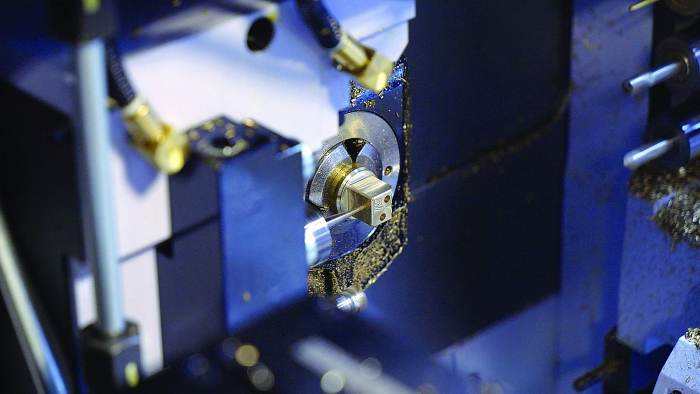
Swiss machines can accommodate live tooling. Image courtesy of CNC Software
Swiss machines are a fine selection for making parts with length-to-diameter ratios greater than 3-1, as well as deep, small-diameter holes. Swiss-made parts are generally under 38 mm (1.5") in diameter, with 51 mm (2") being a commonly accepted threshold for Swiss. Making larger parts would require bars so large that vibration would become a major problem at a higher machine rpm, said National Sales Manager Ed Garber of Star CNC Machine Tool Corp. in Roslyn Heights, New York.
Another limitation on the size of Swiss parts is the size of the machines, which are usually small and compact. Therefore, Swiss machining would not be suitable for parts more than 203 mm (8") long, Petrisko said.
Swiss machines are particularly good at turning out small, mass-produced parts, said Engineer Jacques Houle of Milldale, Connecticut-based Century Tool & Design Inc., which designs and manufactures inserted cutting tools. He said Swiss machines often are used to make parts less than 12.7 mm (0.5") in diameter for the aerospace and medical industries, as well as small parts in cellphones. Swiss is also suitable for parts with very tight tolerances, he said.
“The biggest boom in business for Swiss machines in the past 20 years has been in the medical market because so many of those parts are small and precise,” said Garber, who mentioned little screws for orthopedic implants as an example.
When machining medical and aerospace parts, “you don’t have a large window for tolerances,” Petrisko said.
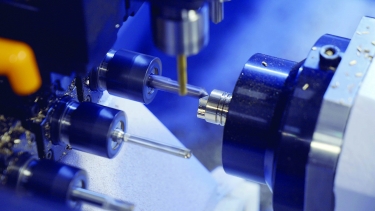
Swiss machining can be a good choice for small parts. Image courtesy of CNC Software
He has seen many cases where the tolerance for these parts was 0.0051 mm (0.0002") for an OD or ID. But he said very tight tolerance requirements can be met thanks to the rigidity offered by Swiss machines.
In addition to small parts, today’s Swiss machines can tackle complex components.
Some Swiss machines are “now equipped with machining heads for five-axis work to do things that would typically require either a mill-turn machine or a multi-operational process,” said Swiss Product Specialist Chris Leclerc of Tolland, Connecticut-based CNC Software Inc., a CAM software developer.
Swiss Advantages
Swiss machines have come a long way in the nearly 30 years that Leclerc has used them.
“The first one I ran did not have a live tool on it,” he said. “It had one eight-station turret and didn’t even have a pickoff spindle. Now there are machines with three turrets, two spindles and power tools everywhere, as well as five-axis (capability). As Swiss machines keep evolving into more powerful machines that can complete a part without multiple operations and do it in faster cycle times, people start realizing they need to own a Swiss.”
Leclerc said the speed of Swiss machining is due in part to the fact that the workpiece, guide bushing and tools are contained in a small space, which speeds up tool indexing. Another important factor is that machining can be done by both the main spindle and the subspindle. In many cases, he said, parts first machined by a conventional lathe must be transferred to a milling machine for a second operation. If a Swiss machine is used for the same parts, however, the two spindles perform both operations, finishing parts in less time and freeing up the milling machine for other work.
Shops can experience the cycle time reductions that come with Swiss machining even if the personnel using the machines have little knowledge of Swiss, he said. This is possible if workers use CAM software that allows them to take their knowledge of the software from programming other types of machines and apply that
understanding to Swiss machines.

The Nexturn XIII Swiss-type lathe has 11 axes. Image courtesy of Absolute Machine Tools
As an example, Leclerc points to a longtime customer of his company’s Mastercam Mill and Lathe CAM software. When the client bought CNC Software’s CAM product for a new Swiss machine from Star CNC Machine Tool, the customer had a man on staff who was familiar with Swiss machining. But the man quit, so the client’s lead man for lathes was told he would take over Swiss machining.
“Here’s a guy who knows nothing about Swiss but can program a part with Mastercam Lathe and post out good code for his machine,” Leclerc said. This man “was able to take a part off a CNC lathe, put it on the Star machine and cut 16 minutes off the cycle time of that part.”
Another factor contributing to increased use of Swiss machining in recent years is its greater versatility.
“The big trend now is convertible machines that can run with or without the guide bushing,” Garber said. “You can remove the guide bushing, run without it and put it back later. All our machine designs in the past five years have that feature built in to them.”
With the guide bushing out, Swiss users are back to lathe-type turning of parts with maximum length-to-diameter ratios of 3-1.
“Now you’re chucking with a collet on the main spindle,” Garber said, “but you can actually hold very tight tolerances that way.”
The reason, he explained, is that there is a bit of “slop,” or clearance, between a guide bushing and a workpiece but none between a chuck and a workpiece, so a part is held tight.
Without a guide bushing, “one of our customers is holding 0.0003" (0.0076 mm) roundness, cylindricity and diameter tolerance running around the clock,” Garber said.
Technology Advances
The appeal of Swiss machining also has increased due to developments in chip control. Garber said Swiss machines do a good job with difficult materials, such as Nitralloys, high-nickel alloys and some newer types of stainless steel. But chips made of these materials can be very hard to break, he said, so big Swiss OEMs now offer some kind of chip breaking technology. Star CNC Machine Tool’s version is software called HFT, which stands for high-frequency turning. It decelerates the feeding process a little to produce chips with thin sections that break more easily.
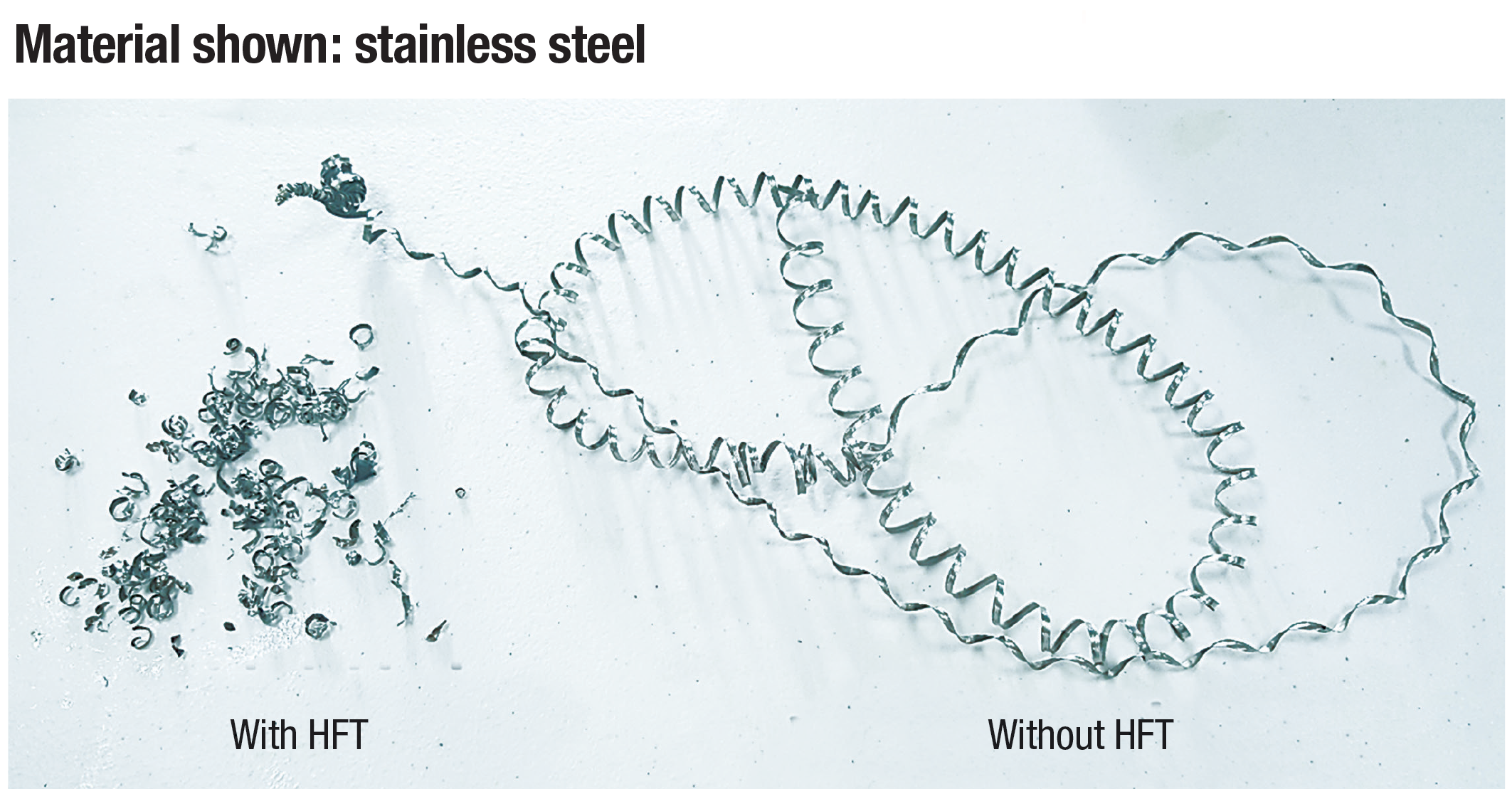
HFT is a proprietary Star CNC Machine Tool function that aids chip control. Users program variables to produce machining-friendly chips to prevent them from wrapping around a part or tooling. Image courtesy of Star CNC Machine Tool
In addition to chip breaking technology, Swiss machining is benefiting from the general trend toward increased process data collection and analysis made possible by sensors, software and computing devices.
“It’s getting tough in the (machining) industry to find people,” Garber said, “but predictive analytics is getting to the point where machines need less operator intervention or attention.”
Rather than having operators on a shop floor monitoring machines all the time, technology can determine when employees actually need to be there — for instance, to load more material into a bar feeder or change tools — so people are on hand only when necessary. If need be, a message can be sent to the phone of a remote operator to come in and fix a problem.
Many shops install such systems so they can run machines lights-out, Petrisko said, adding that unattended machines can be set up with redundant tooling so that worn or broken tools are replaced automatically without stopping the machining process.
Put all the advantages together, and it’s a package making Swiss machining more popular than ever — even in a world dealing with the disastrous economic consequences of a pandemic.
“The whole Swiss industry is really maxing out right now,” Leclerc said. “In fact, people (working for Swiss machine OEMs) are telling me they can’t keep machines in stock despite COVID-19. I think it’s because shops are starting to realize what a Swiss machine can do for them.”
Contact Details
Contact Details
Contact Details
Contact Details
Related Glossary Terms
- alloys
alloys
Substances having metallic properties and being composed of two or more chemical elements of which at least one is a metal.
- bushing
bushing
Cylindrical sleeve, typically made from high-grade tool steel, inserted into a jig fixture to guide cutting tools. There are three main types: renewable, used in liners that in turn are installed in the jig; press-fit, installed directly in the jig for short production runs; and liner (or master), installed permanently in a jig to receive renewable bushing.
- chuck
chuck
Workholding device that affixes to a mill, lathe or drill-press spindle. It holds a tool or workpiece by one end, allowing it to be rotated. May also be fitted to the machine table to hold a workpiece. Two or more adjustable jaws actually hold the tool or part. May be actuated manually, pneumatically, hydraulically or electrically. See collet.
- clearance
clearance
Space provided behind a tool’s land or relief to prevent rubbing and subsequent premature deterioration of the tool. See land; relief.
- collet
collet
Flexible-sided device that secures a tool or workpiece. Similar in function to a chuck, but can accommodate only a narrow size range. Typically provides greater gripping force and precision than a chuck. See chuck.
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- computer-aided manufacturing ( CAM)
computer-aided manufacturing ( CAM)
Use of computers to control machining and manufacturing processes.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- inner diameter ( ID)
inner diameter ( ID)
Dimension that defines the inside diameter of a cavity or hole. See OD, outer diameter.
- lathe
lathe
Turning machine capable of sawing, milling, grinding, gear-cutting, drilling, reaming, boring, threading, facing, chamfering, grooving, knurling, spinning, parting, necking, taper-cutting, and cam- and eccentric-cutting, as well as step- and straight-turning. Comes in a variety of forms, ranging from manual to semiautomatic to fully automatic, with major types being engine lathes, turning and contouring lathes, turret lathes and numerical-control lathes. The engine lathe consists of a headstock and spindle, tailstock, bed, carriage (complete with apron) and cross slides. Features include gear- (speed) and feed-selector levers, toolpost, compound rest, lead screw and reversing lead screw, threading dial and rapid-traverse lever. Special lathe types include through-the-spindle, camshaft and crankshaft, brake drum and rotor, spinning and gun-barrel machines. Toolroom and bench lathes are used for precision work; the former for tool-and-die work and similar tasks, the latter for small workpieces (instruments, watches), normally without a power feed. Models are typically designated according to their “swing,” or the largest-diameter workpiece that can be rotated; bed length, or the distance between centers; and horsepower generated. See turning machine.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- milling machine ( mill)
milling machine ( mill)
Runs endmills and arbor-mounted milling cutters. Features include a head with a spindle that drives the cutters; a column, knee and table that provide motion in the three Cartesian axes; and a base that supports the components and houses the cutting-fluid pump and reservoir. The work is mounted on the table and fed into the rotating cutter or endmill to accomplish the milling steps; vertical milling machines also feed endmills into the work by means of a spindle-mounted quill. Models range from small manual machines to big bed-type and duplex mills. All take one of three basic forms: vertical, horizontal or convertible horizontal/vertical. Vertical machines may be knee-type (the table is mounted on a knee that can be elevated) or bed-type (the table is securely supported and only moves horizontally). In general, horizontal machines are bigger and more powerful, while vertical machines are lighter but more versatile and easier to set up and operate.
- milling machine ( mill)2
milling machine ( mill)
Runs endmills and arbor-mounted milling cutters. Features include a head with a spindle that drives the cutters; a column, knee and table that provide motion in the three Cartesian axes; and a base that supports the components and houses the cutting-fluid pump and reservoir. The work is mounted on the table and fed into the rotating cutter or endmill to accomplish the milling steps; vertical milling machines also feed endmills into the work by means of a spindle-mounted quill. Models range from small manual machines to big bed-type and duplex mills. All take one of three basic forms: vertical, horizontal or convertible horizontal/vertical. Vertical machines may be knee-type (the table is mounted on a knee that can be elevated) or bed-type (the table is securely supported and only moves horizontally). In general, horizontal machines are bigger and more powerful, while vertical machines are lighter but more versatile and easier to set up and operate.
- outer diameter ( OD)
outer diameter ( OD)
Dimension that defines the exterior diameter of a cylindrical or round part. See ID, inner diameter.
- tolerance
tolerance
Minimum and maximum amount a workpiece dimension is allowed to vary from a set standard and still be acceptable.
- turning
turning
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.
- turning machine
turning machine
Any machine that rotates a workpiece while feeding a cutting tool into it. See lathe.
Author

William Leventon is a contributing editor to Cutting Tool Engineering magazine. Contact him by phone at 609-920-3335 or via email at [email protected].
Contributors
Absolute Machine Tools Inc.
800-852-7825
www.absolutemachine.com
Century Tool & Design Inc.
800-229-2368
www.centtool.com
CNC Software Inc.
860-875-5006
www.mastercam.com
Star CNC Machine Tool Corp.
516-484-0500
www.starcnc.com
