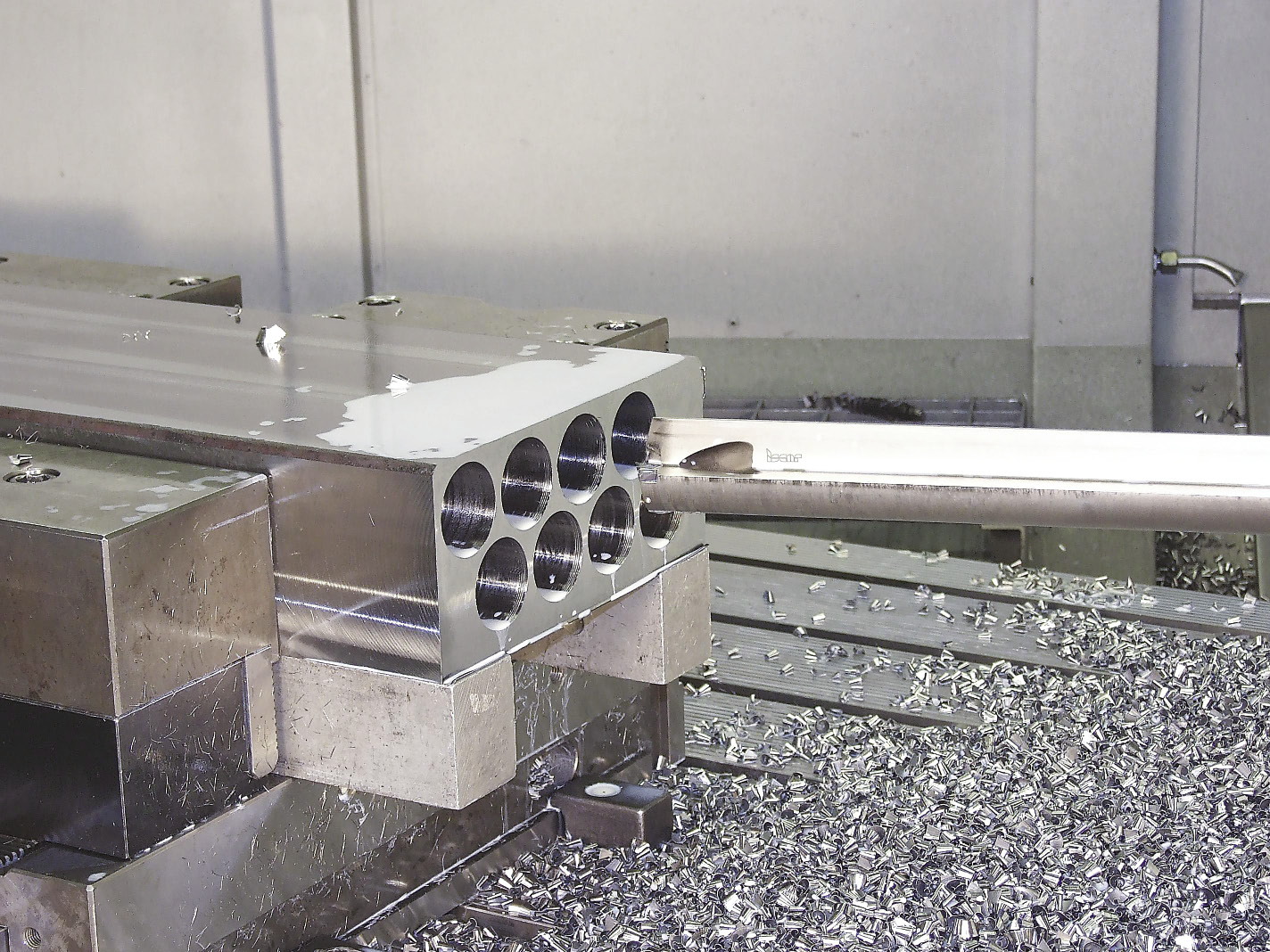
A DR-DH indexable deep-hole drill from Iscar drills a series of deep holes in a part made of high-temperature steel on a horizontal machining center. Image courtesy Iscar Metals.

Gundrills can increase productivity when deep-hole drilling on conventional CNC machines.
Anyone who’s drilled a deep hole on a CNC lathe or mill knows it’s not easy. Go much deeper than 10 or 20 diameters and out-of-tolerance hole straightness, chip packing and premature tool failure become real concerns.
Some machine shops turn to gundrilling houses, where specialty machines and tools make easy work of holes hundreds of diameters deep or more. Unfortunately, this means shipping the parts, incurring additional costs and increasing lead time to customers. Surely there’s a better way.
There is. Jeff Augustine, director of new business development for Drill Master Eldorado Tool Inc., Milford, Conn., said the only thing preventing most shops from performing gundrilling on conventional CNC machines is lack of knowledge. “People just don’t know they can do it,” he said.
High-pressure coolant is probably the most important consideration for gundrilling on a shop’s existing machines. Augustine said sufficient pressure is needed to force chips down the drill body and out the hole. “You might get by with 200 to 400 psi on drills 2" in diameter or larger, but the miniature holes drilled in medical devices could require 1,500 psi and higher.”
He also recommends applying cutting oil rather than water-soluble cutting fluid, but if the latter must be used, a filtered nonsynthetic fluid with extreme-pressure additives is best, and the coolant should be mixed to an emulsion mixture of 10 to 12 percent.
Any Machine Will Do
Doug Holley agreed. As the general manager of Sterling Gun Drills Inc., North Bennington, Vt., Holley provides application advice for gundrilling everything from pool cues to rifle barrels and said the process “works fabulously” on most any material, from plastics to superalloys.
Holley said spray mist should be considered on open machines or when high-pressure coolant is unavailable. “Our spray-mist delivery system uses 100- to 125-psi compressed air and water-soluble coolant, creating an atomized mist that eliminates heat, lubricates the carbide tip and clears chips with air pressure,” he explained. “It can produce holes at around 60 percent the rate of a dedicated gundrill, a pretty good result for using a machine that’s already in-house. It’s also cost-effective; a ½"-dia. drill will consume 1 gallon of fluid every 4 hours, using spray-mist hardware that costs under $2,000.”
When good drills go bad: This is the likely outcome if the machine spindle is engaged prior to positioning the gundrill tip in the starter hole. Image courtesy Iscar Metals.
Although CNC equipment is the primary producer of gundrilled holes, even that old manual engine lathe in the corner can be converted into a decent gundrilling machine. “You have to make sure the available feed rate is low enough,” Holley noted. “A 0.250" gundrill in steel might feed at just 0.0005 ipr, which is tough to achieve on a manual machine. In this case, special gearing or an auxiliary feed motor to drive the tool might be needed. Alignment is also very important. Some people just mount a block of steel on the saddle and bore the toolholder directly in the machine. This works pretty well and takes advantage of a machine that otherwise might sit idle.”
On milling machines, Holley warned to never rotate the tool while it’s outside the workpiece. “Imagine a 5⁄16" drill that’s 16" long. The carbide tip is much heavier than the tube, so if you start the spindle before the drill is engaged in the pilot hole, it will almost certainly bend or even break, possibly becoming a dangerous projectile,” he said.
Dedicated gundrilling machines have a guide bushing and antiwhip guides to support the tool along its entire length. These prevent flexing and bowing of the drill during machining and allow the drill to operate without centering. Conventional lathes and mills, however, require a pilot hole in the workpiece that’s 1 to 2 diameters deep and 0.0005" (0.0127mm) to 0.0010" (0.0254mm) larger than the gundrill. The gundrill must then be positioned in the hole while the spindle is idle, after which the coolant is turned on, the spindle is engaged and drilling begins. At depth, all is stopped and the drill is removed, Holley explained.

Bi-tip gundrills from Star SU have an auger-like helix ground in the body and are an effective alternative to conventional gundrills when drilling challenging materials. Image courtesy Star SU.
Let’s Go Tubing
Chris Cella, product manager for Star SU LLC, Hoffman Estates, Ill., said traditional single-flute gundrills are made of a formed steel tube with a brazed carbide tip, making them relatively inexpensive to manufacture. However, the call for shorter cycle times has led to several variations on this basic deep-flute design, including a double-flute gundrill that offers up to twice the feed rate of its single-flute brethren. These do have limitations, however.
“When you introduce a second cutting edge, it reduces the room available for chip evacuation,” Cella said. “This limits it to short-chipping materials, such as cast irons, some cast aluminums and some steels.”
For stainless steel, extruded aluminum and other materials that generate long, stringy chips, a single-flute gundrill remains the go-to tool. Hole depth also plays a factor in drill selection. Some toolmakers offer milled or ground gundrills with bodies made of heat-treated steel or even carbide. These work well for holes 30 diameters deep or deeper or where straightness greater than the 0.001" per inch of hole depth typically achieved with gundrilling is needed, and can be used on conventional machines. Cella noted the greater rigidity of these tools also enables higher feed rates and less vibration, thus improving tool life and hole quality.
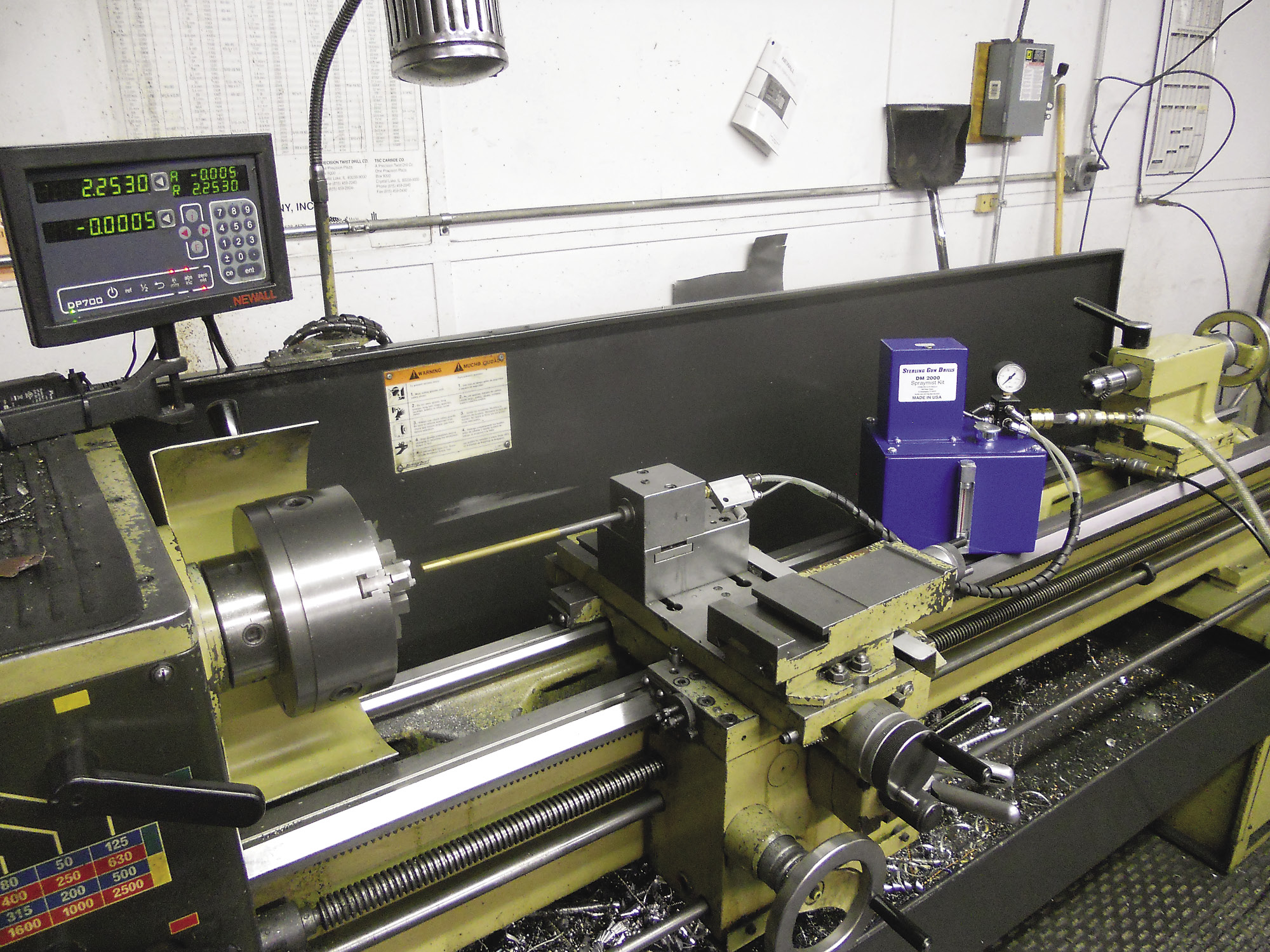
Sometimes any machine will do when gundrilling. Here, an engine lathe has been equipped with a spray-mist unit and the tool block carefully aligned to make an effective gundrilling machine. Image courtesy Sterling Gun Drills.
Rigidity aside, supporting long drills such as this remains a problem on conventional machines. A steady-rest-equipped CNC lathe might be used to help guide a long drill, but machining centers typically have no such capability. In this situation, he recommends applying a series of drills, each one progressively longer than the last. “Let’s say you need a 1⁄4"-dia. hole, 30" deep. Some shops drill the first 10" with a short gundrill, then use a second tool to achieve 20" of depth and a third drill to finish the hole.”
Cross-holes are another potential problem. Most gundrills have a single coolant hole. When drilling hydraulic housings, crankshafts and similar parts, coolant flow to the cutting edge is lost when the tool breaks through into intersecting passages and cavities, as these present an alternate route from which high-pressure fluid can escape. The result is dramatic heat increase, chip packing and, quite often, tool breakage. To avoid this, Cella recommends a gundrill with two coolant holes: one traditional hole exiting the end of the drill and a second hole directing coolant to the cutting edge. This maintains a constant flow of cutting fluid around the drill during breakthrough to prevent catastrophic failure.
Making Choices
Arlington, Texas-based Iscar Metals Inc. is another toolmaker with a few gundrilling tricks up its sleeve. Drilling Product Manager Pat Cline agreed that clean, high-pressure cutting fluid is key to successful gundrilling, but said temperature is another important consideration. “It’s best to keep it in the 70° to 75° F range, but definitely not above 130° F. Above this temperature, viscosity starts to fall off and the cutting fluid becomes ineffective.”
Cline added that many shops select a general-purpose tool, which may be sufficient for the job, but different materials and applications often call for fine-tuning. “To realize the most benefit, selecting a tool designed specifically for the job at hand can lead to big productivity and quality gains.” Different edge preps and coatings, double-margin or flat-bottom drills, serrated inserts for improved chip control and single- or multiple-flute tools are some of the many options available, and choosing the right one can improve surface finish, straightness and, especially, throughput when gundrilling.

Double Jet gundrills from Star SU feature two coolant holes. This provides additional cutting fluid and helps prevent tool wear or even catastrophic damage in cross-hole applications, according to the company. Image courtesy Star SU.
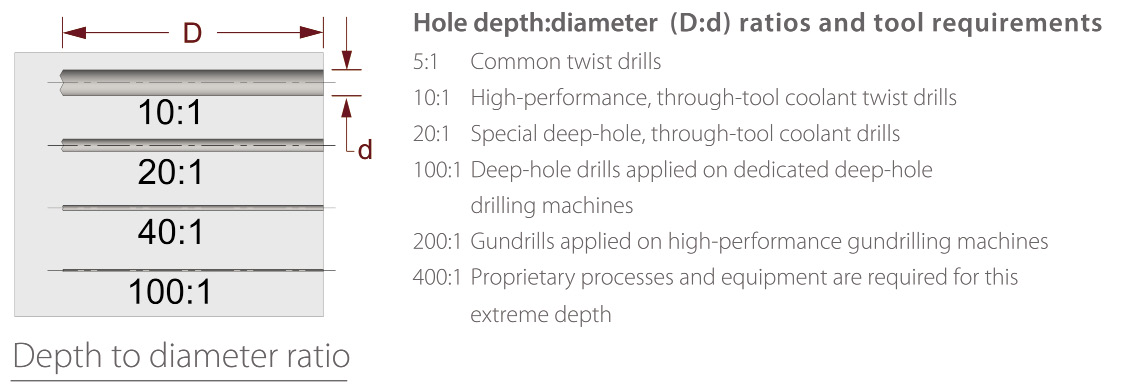
This holemaking guideline illustrates the depth-to-diameter ratios at which a dedicated gundrilling machine becomes necessary. To read a sidebar with more information about UNISIG’s in-house deep-hole drilling operations on conventional CNC machines and the dedicated gundrill machines it builds, see below. Illustration courtesy UNISIG.
Choosing the right drill also depends on the machine tool. Iscar offers solid-carbide, deep-hole drills down to 0.035" (0.889mm) in diameter, which are a slam dunk on Swiss-style lathes, if high-pressure coolant is available.
Another common application is mold and die work, where horizontal machining centers are used to drill cooling passages in mold bases. In both instances, gundrilling on the same machine that produced the parts avoids having to move workpieces to another machine for a secondary operation. Such delays can be costly and accuracy may suffer as a result of refixturing.
If your shop has been subcontracting its deep-hole drilling jobs to a gundrilling house, maybe it’s time to bring that work back. All it takes is the right cutting fluid at the right pressure, a good drill and a few pointers from someone who is knowledgeable.
About the Author: Kip Hanson is a contributing editor for CTE. Contact him at (520) 548-7328 or [email protected].

Contributors
Drill Master Eldorado Tool Inc.
(800) 658-8855
www.dmetool.com
Iscar Metals Inc.
(817) 258-3200
www.iscarmetals.com
Star SU LLC
(847) 649-1450
www.star-su.com
Sterling Gun Drills Inc.
(888) 338-1049
www.sterlinggundrills.com
UNISIG
(262) 252-3802
www.unisig.com
The Right Stuff
Anthony Fettig, CEO of UNISIG, Menomonee Falls, Wis., said his company performs gundrilling on conventional lathes and machining centers all the time. “It works great.”
That may seem an odd statement from a builder of gundrilling machines, but Fettig said there’s a fairly clear line that defines when dedicated gundrilling equipment is necessary. “We figure depth-to-diameter ratios greater than 40 to 1, maybe 20 to 1, as the point where shops should consider deep-hole drilling machines over lathes and machining centers.”
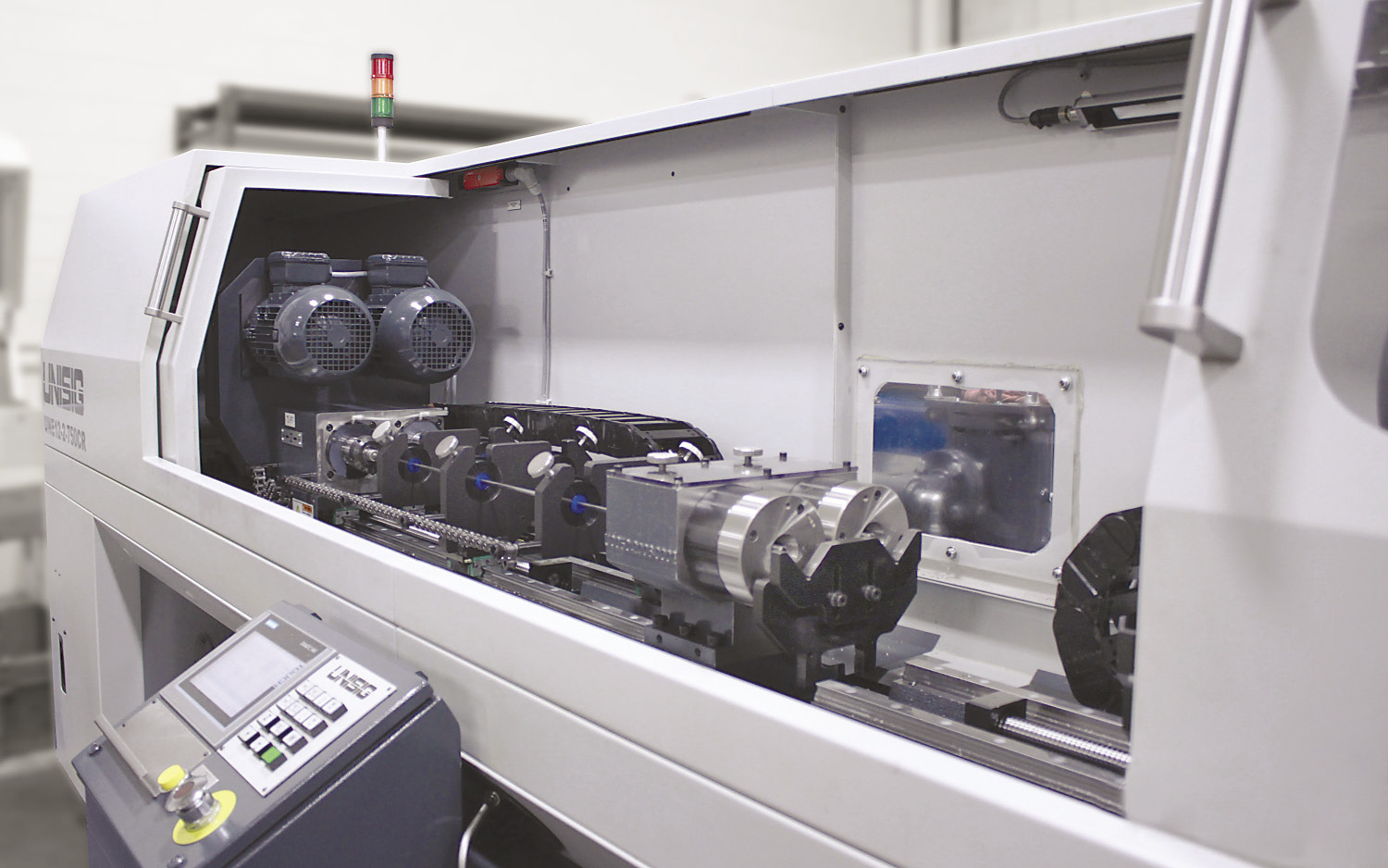
Dedicated gundrilling machines are often equipped with dual spindles for twice the production output compared to single-spindle machines. Image courtesy UNISIG.
What’s so special about a drilling machine that costs $150,000 and up? One feature is a counter-rotating tool and spindle, which provides “ultrastraight holes,” according to Fettig. For example, a 1⁄4" (6.35mm) hole drilled 100" (2,540mm) deep could be expected to hit a bull’s-eye smaller in diameter than a pencil and be round within 0.0005" (0.0127mm) or better. This extreme-depth capability is because of the high cutting fluid pressures available on these machines. Where 1,000 psi (69 bar) is common on Swiss-style lathes, most gundrilling machines provide two to three times that pressure.
Another key advantage is electronic monitoring of the machining process. “We keep a close eye on pressure and flow rates, as well as power and thrust in the drilling process,” Fettig said. “The difference between a sharp tool and a dull tool, or a chip forming properly or binding in the tool, is very subtle. A little flicker of the power bar graph on a CNC machining center isn’t going to do it for you.”
These data points are collected by the drilling controller and dynamically graphed on the machine interface, recording recent events, changes and trends, automatically interrupting the cycle in the event of a problem. This lets operators optimize the drilling process and prevent damage to a workpiece, which may cost as much as the machine tool itself.
Despite the high level of control and commensurate drilling performance that comes with dedicated deep-hole drilling equipment, Fettig maintains gundrilling on conventional machine tools remains a viable approach, provided the work doesn’t fall outside the working boundaries of the equipment.
“Gundrilling for us is often a matter of extremes,” Fettig said. “On one end, we routinely drill holes 6" in diameter and 30' deep, and one tool might produce 2,000 to 3,000 lbs. of chips per hour, using 200 horsepower or more at the spindle. Conventional machine tools can’t do that. We’re doing a job right now calling for 0.030" holes, 1.6" deep with a very close tolerance. You might drill a few of those on a machining center, but you’ll probably only manage it a few times without issues. Do it a thousand times and you’ll end up with a pile of broken carbide next to the machine. Everything has to be just right to be successful at work like this. That’s the world we live in.”
—K. Hanson
Contact Details
Contact Details

Contact Details
Contact Details

Related Glossary Terms
- bushing
bushing
Cylindrical sleeve, typically made from high-grade tool steel, inserted into a jig fixture to guide cutting tools. There are three main types: renewable, used in liners that in turn are installed in the jig; press-fit, installed directly in the jig for short production runs; and liner (or master), installed permanently in a jig to receive renewable bushing.
- cast irons
cast irons
Cast ferrous alloys containing carbon in excess of solubility in austenite that exists in the alloy at the eutectic temperature. Cast irons include gray cast iron, white cast iron, malleable cast iron and ductile, or nodular, cast iron. The word “cast” is often left out.
- centering
centering
1. Process of locating the center of a workpiece to be mounted on centers. 2. Process of mounting the workpiece concentric to the machine spindle. See centers.
- centers
centers
Cone-shaped pins that support a workpiece by one or two ends during machining. The centers fit into holes drilled in the workpiece ends. Centers that turn with the workpiece are called “live” centers; those that do not are called “dead” centers.
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- cutting fluid
cutting fluid
Liquid used to improve workpiece machinability, enhance tool life, flush out chips and machining debris, and cool the workpiece and tool. Three basic types are: straight oils; soluble oils, which emulsify in water; and synthetic fluids, which are water-based chemical solutions having no oil. See coolant; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- drilling machine ( drill press)
drilling machine ( drill press)
Machine designed to rotate end-cutting tools. Can also be used for reaming, tapping, countersinking, counterboring, spotfacing and boring.
- emulsion
emulsion
Suspension of one liquid in another, such as oil in water.
- feed
feed
Rate of change of position of the tool as a whole, relative to the workpiece while cutting.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- gundrill
gundrill
Self-guided drill for producing deep holes with good accuracy and fine surface finish. Has coolant passages that deliver coolant to the tool/workpiece interface at high pressure.
- gundrilling
gundrilling
Drilling process using a self-guiding tool to produce deep, precise holes. High-pressure coolant is fed to the cutting area, usually through the gundrill’s shank.
- lathe
lathe
Turning machine capable of sawing, milling, grinding, gear-cutting, drilling, reaming, boring, threading, facing, chamfering, grooving, knurling, spinning, parting, necking, taper-cutting, and cam- and eccentric-cutting, as well as step- and straight-turning. Comes in a variety of forms, ranging from manual to semiautomatic to fully automatic, with major types being engine lathes, turning and contouring lathes, turret lathes and numerical-control lathes. The engine lathe consists of a headstock and spindle, tailstock, bed, carriage (complete with apron) and cross slides. Features include gear- (speed) and feed-selector levers, toolpost, compound rest, lead screw and reversing lead screw, threading dial and rapid-traverse lever. Special lathe types include through-the-spindle, camshaft and crankshaft, brake drum and rotor, spinning and gun-barrel machines. Toolroom and bench lathes are used for precision work; the former for tool-and-die work and similar tasks, the latter for small workpieces (instruments, watches), normally without a power feed. Models are typically designated according to their “swing,” or the largest-diameter workpiece that can be rotated; bed length, or the distance between centers; and horsepower generated. See turning machine.
- machining center
machining center
CNC machine tool capable of drilling, reaming, tapping, milling and boring. Normally comes with an automatic toolchanger. See automatic toolchanger.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- milling machine ( mill)
milling machine ( mill)
Runs endmills and arbor-mounted milling cutters. Features include a head with a spindle that drives the cutters; a column, knee and table that provide motion in the three Cartesian axes; and a base that supports the components and houses the cutting-fluid pump and reservoir. The work is mounted on the table and fed into the rotating cutter or endmill to accomplish the milling steps; vertical milling machines also feed endmills into the work by means of a spindle-mounted quill. Models range from small manual machines to big bed-type and duplex mills. All take one of three basic forms: vertical, horizontal or convertible horizontal/vertical. Vertical machines may be knee-type (the table is mounted on a knee that can be elevated) or bed-type (the table is securely supported and only moves horizontally). In general, horizontal machines are bigger and more powerful, while vertical machines are lighter but more versatile and easier to set up and operate.
- superalloys
superalloys
Tough, difficult-to-machine alloys; includes Hastelloy, Inconel and Monel. Many are nickel-base metals.
- tolerance
tolerance
Minimum and maximum amount a workpiece dimension is allowed to vary from a set standard and still be acceptable.
- toolholder
toolholder
Secures a cutting tool during a machining operation. Basic types include block, cartridge, chuck, collet, fixed, modular, quick-change and rotating.
Author

Kip Hanson is a contributing editor for Cutting Tool Engineering magazine. Contact him by phone at (520) 548-7328 or via e-mail at [email protected].