Setting a z datum to do chucker work on a lathe is a frequent task for many shops. This activity involves using some sort of work stop to get repeatable parts and ensure that they are clamped squarely in the jaws. Let’s look at chuck jaws that speed up this process.
In the past, there have been two methods for setting a z datum. One is to attach a work stop to a chuck. An example is a tripod arrangement that works with hard jaws and attaches to a chuck face with magnets. That’s simple enough, but it doesn’t work on a four-jaw chuck, puts limits on part geometry and restricts axial travel of cutting tools.
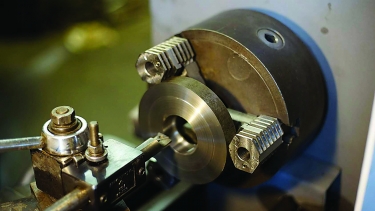
Using a Stop Jaw, a boring bar travels through a bearing retainer part to machine its internal features. Image courtesy Steven Taylor
The other method is the old standby of machining soft jaws, which always work. But machining them costs time and money. Soft jaws are machined to fit a specific clamping diameter and z dimension. It’s possible to accommodate a few different part geometries with one set of jaws, but shops end up investing in a library of machined soft jaws. As it grows, so does the investment. When the job changes, the jaws may have to be changed, consuming more time and money.
What’s been needed is a work stop that is accurate, versatile, quick and easy to use, plus it shouldn’t interfere with cutting tools. To fill the void, I developed Stop Jaws, hard jaws with removable hard work stops.
Each Stop Jaw has an array of slot pairs that accept work stops and allow different z settings. The work stops have an offset design to further increase the number of z settings. Thirteen different z positions are standard.
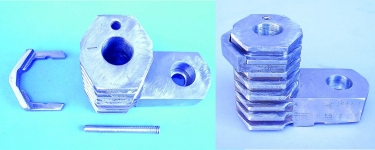
A Stop Jaw and its associated work stop and stop retainer are shown (left). An assembled Stop Jaw is displayed (right). Image courtesy of B. Taylor
A threaded hole in the jaw accepts a threaded stop retainer, which positively locks the stop in the jaw. The stop can face in or out. Note that the work stop protrudes a small distance from the clamping face to allow cutting tools to pass by the stop without interference. (See the photograph at the bottom of the page.)
Without the stops, Stop Jaws perform like other hard jaws, such as for doing bar work. Installing a work stop enables users to perform chucker work.
In operation, a work stop is inserted into a slot pair, and the retainer is inserted into the hole in the top of the jaw and threaded down with a hex key. Go from bar work to a second operation or from one z setting to another in seconds.
It’s important to recognize that Stop Jaws don’t do the work of pie jaws or any soft jaws in which a part requires a large angular contact area.
A work stop can be used on the outside of a Stop Jaw to clamp a part on an inside surface. For example, with a cylinder clamped on its ID, its entire OD can be machined.
With a work stop used on the inside of a Stop Jaw and a part clamped on an OD, machining through a part is no problem. If a part is clamped on its OD and the diameter being clamped is less than the length being clamped, using only one work stop on one jaw does the job.
Stop Jaws are available for three-, four- and six-jaw chucks 152.4 mm to 381 mm (6" to 15") in diameter.
Related Glossary Terms
- boring
boring
Enlarging a hole that already has been drilled or cored. Generally, it is an operation of truing the previously drilled hole with a single-point, lathe-type tool. Boring is essentially internal turning, in that usually a single-point cutting tool forms the internal shape. Some tools are available with two cutting edges to balance cutting forces.
- boring bar
boring bar
Essentially a cantilever beam that holds one or more cutting tools in position during a boring operation. Can be held stationary and moved axially while the workpiece revolves around it, or revolved and moved axially while the workpiece is held stationary, or a combination of these actions. Installed on milling, drilling and boring machines, as well as lathes and machining centers.
- chuck
chuck
Workholding device that affixes to a mill, lathe or drill-press spindle. It holds a tool or workpiece by one end, allowing it to be rotated. May also be fitted to the machine table to hold a workpiece. Two or more adjustable jaws actually hold the tool or part. May be actuated manually, pneumatically, hydraulically or electrically. See collet.
- inner diameter ( ID)
inner diameter ( ID)
Dimension that defines the inside diameter of a cavity or hole. See OD, outer diameter.
- lathe
lathe
Turning machine capable of sawing, milling, grinding, gear-cutting, drilling, reaming, boring, threading, facing, chamfering, grooving, knurling, spinning, parting, necking, taper-cutting, and cam- and eccentric-cutting, as well as step- and straight-turning. Comes in a variety of forms, ranging from manual to semiautomatic to fully automatic, with major types being engine lathes, turning and contouring lathes, turret lathes and numerical-control lathes. The engine lathe consists of a headstock and spindle, tailstock, bed, carriage (complete with apron) and cross slides. Features include gear- (speed) and feed-selector levers, toolpost, compound rest, lead screw and reversing lead screw, threading dial and rapid-traverse lever. Special lathe types include through-the-spindle, camshaft and crankshaft, brake drum and rotor, spinning and gun-barrel machines. Toolroom and bench lathes are used for precision work; the former for tool-and-die work and similar tasks, the latter for small workpieces (instruments, watches), normally without a power feed. Models are typically designated according to their “swing,” or the largest-diameter workpiece that can be rotated; bed length, or the distance between centers; and horsepower generated. See turning machine.
- outer diameter ( OD)
outer diameter ( OD)
Dimension that defines the exterior diameter of a cylindrical or round part. See ID, inner diameter.
Author

Brandt Taylor is owner of Berlin, Massachusetts-based Taylor Engineering, a machine shop.
