

With carbide inserts, the choices are hard and tough
Toolmaker expertise can help shops find the right balance for optimal productivity.
At first blush, hardness and toughness may seem like interchangeable concepts, but they exist at opposite ends of a continuum that defines indexable insert and solid cutting tool performance, particularly when it comes to carbide inserts. Hard inserts offer greater wear resistance for enhanced performance and tool life in hot cutting environments than somewhat softer inserts do, yet tough inserts can withstand impacts and stressors to achieve high feed rates and DOCs.
For any given application, there is an optimal balance of hardness and toughness — and toolmakers have worked diligently to establish metallurgical principles and provide a range of tools that can meet the diverse needs of part manufacturers.
Hardness represents wear resistance, which translates to the ability of a tool to withstand heat during metalcutting. The Rockwell A scale measures the hardness of tungsten carbide, though some specifications translate HRA values to the more familiar HRC scale used to measure the hardness of steel and other alloys. The temperature resistance that correlates with hardness plays a huge role in cutting tool behavior and selection.
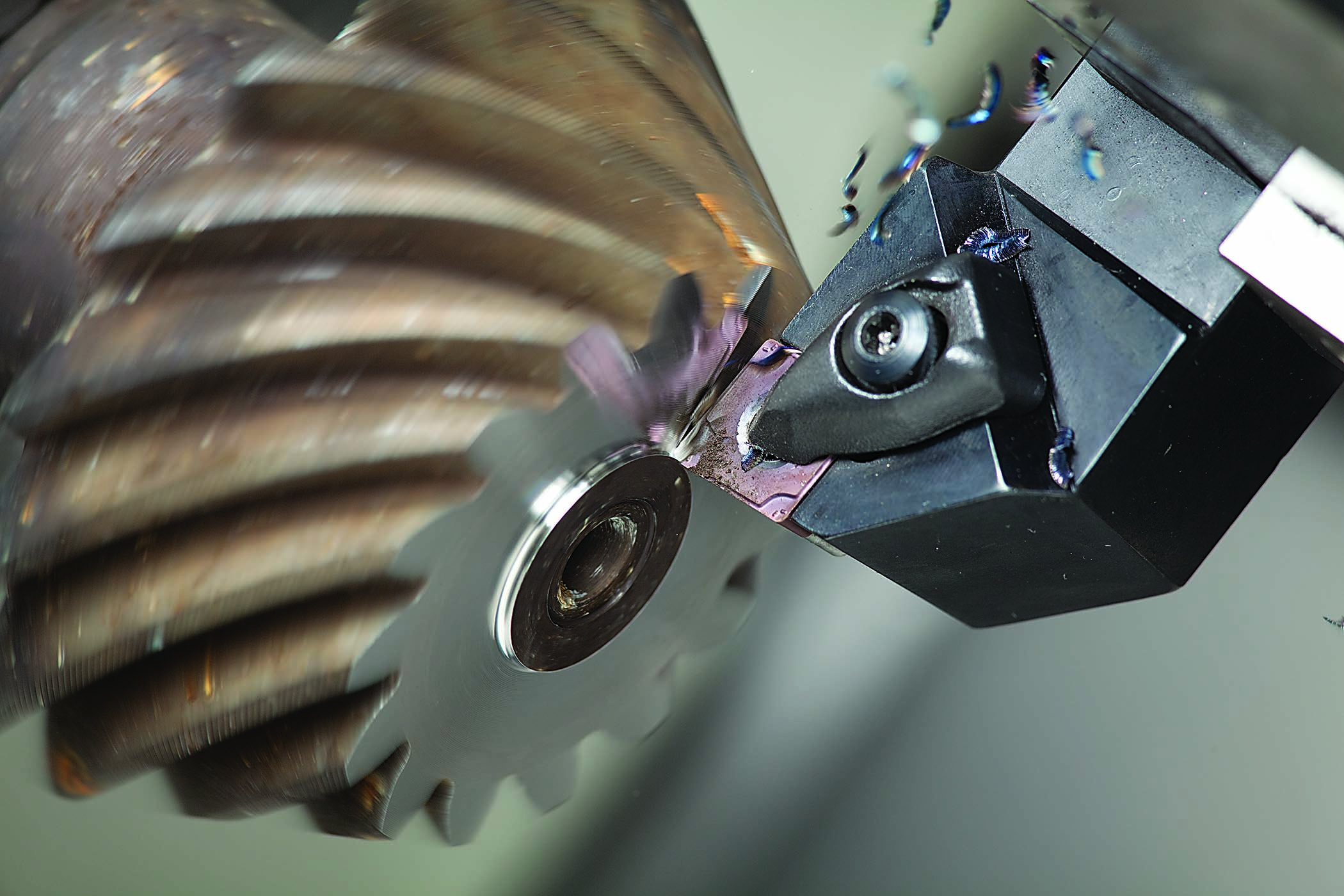
Toughness represents tool resistance to pressure and impact, which is required when performing interrupted cutting. Image courtesy of Seco Tools
In the cutting zone, temperatures can rise above 760° C (1,400° F). Hard carbide withstands and dissipates those high temperature levels and therefore handles the high heat generated in continuous cutting. High hardness levels can make metal brittle, however, which explains why heat-resistant carbide tools tend to chip in situations that produce large amounts of pressure or vibration.
Tough Enough?
At the other end of the continuum, toughness represents pressure and impact resistance, which correlate with the ability of a tool to withstand high feed rates, heavy DOCs and the repetitive impacts associated with interrupted cutting. But in exchange for durability, tough carbide becomes vulnerable to heat, making tough carbide less than ideal for high-speed, continuous cutting.
Both attributes tie directly to the primary elements that make up carbide: tungsten, carbon and cobalt. Tungsten promotes hardness and toughness while carbon boosts hardness, and the combination of the two yields tungsten-carbide molecules. Meanwhile, cobalt, which has a lower melting point than tungsten and carbon, contributes to toughness and intensifies the performance characteristics of other elements. In tungsten carbide, cobalt serves as a binder, essentially glue that holds carbide grains together.
Grain size also can determine the level of hardness and toughness. Hard carbide grades have smaller grains, and tough grades have larger ones. Hard grades need less cobalt binding to hold their grains together, which promotes better heat resistance for longer tool life during continuous cutting than with softer grades. Tough grades include more cobalt binding, which gives carbide grains better adherence to help a tool handle pressure and vibration with less heat resistance. Midway between hard and tough, cutting tools made of general-purpose carbide grades can deal with slightly interrupted cuts and offer considerable but not extreme wear resistance.
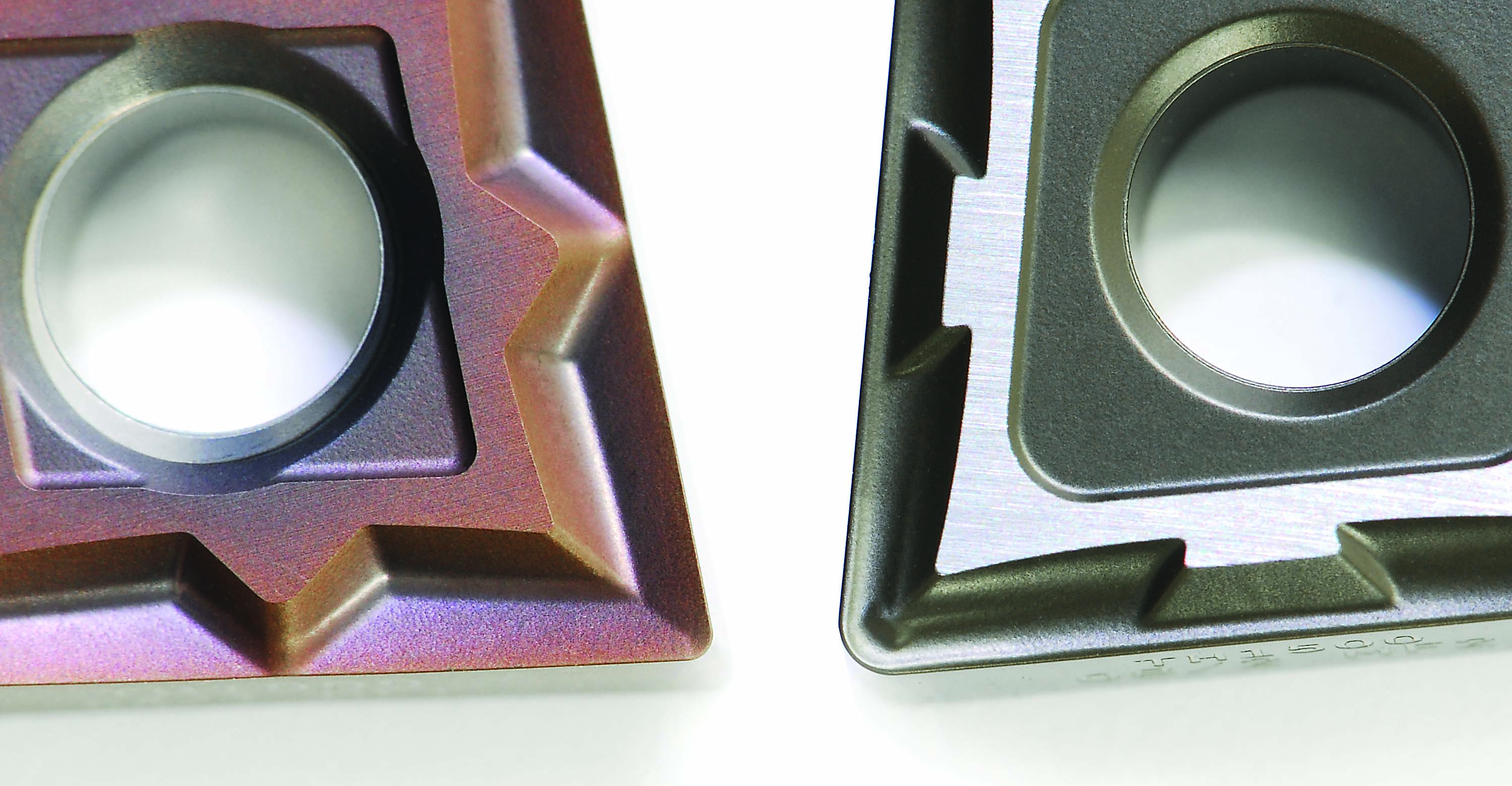
Carbide insert performance improvements often focus on two areas: the addition of superalloys or other enhanced materials to cobalt binding and the production and deposition of enhanced coatings to increase wear resistance. Image courtesy of Seco Tools
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


