The GE Blue Arc machining process that, according to GE, “cuts through titanium like a hot knife through butter,” has been in development for years, but it’s taken a large step closer to being put into commercial production.
GE has partnered with Mitsui Seiki Kogyo Co. Ltd. to develop a 5-axis horizontal machining center with a Blue Arc head attached. Built at Mitsui Seiki’s headquarters, outside of Tokyo, the prototype machine is now at GE’s global research facility in Van Buren Township, Mich.
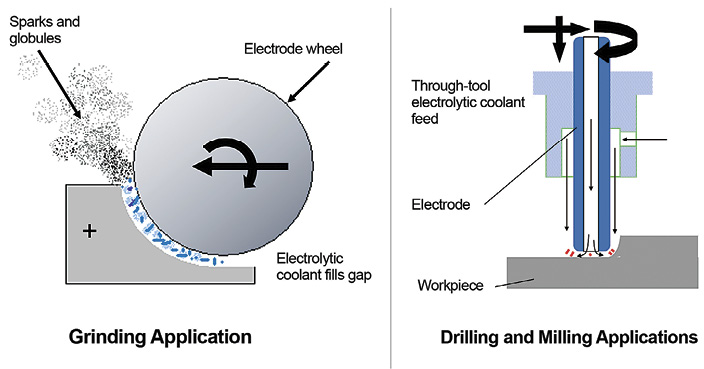
The Blue Arc electrode can be shaped for optimal drilling, milling and grinding. Image courtesy of Mitsui Seiki USA.
Blue Arc is an electro-erosion metal-removal method designed to rough extremely challenging-to-machine alloys, such as aerospace-grade titanium and nickel-base superalloys, about four to five times faster than conventional machining, according to Scott Walker, president of Mitsui Seiki USA Inc. Using high-amperage, low-voltage electrical energy, sparks and heat are created between the electrode tool and the workpiece. During the electrical-arcing activity, portions of the workpiece are melted and the molten material is quickly flushed away with high-pressure coolant. The process exerts low force, permitting higher feeds and speeds.
Walker told CTE that while there may be three or four machining centers around the world that have been retrofitted to work with Blue Arc technology, the Mitsui Seiki HMC “is the first new machine with blue arc on it in the world [that’s] designed and built to work with this technology.” It’s a machine that’s suitable for production purposes and can run for 75,000 hours, he added.
The copper-tungsten electrode that produces the electrical arc can be whatever shape, diameter or contour the user wishes, said Walker, adding that it’s “much like using a cutting tool for machining.”
The technology has sustainability benefits as well. “The material removed [via the Blue Arc process] is recoverable” Walker said. “If you’re burning Inconel, the material removed looks kind of like BBs, titanium looks like milled titanium chips [and] stainless looks like sand,” he said. “But all of the materials being burnt off can be reclaimed.”
In operation, the Blue Arc process performs all the roughing, a dedicated robot removes the head and a conventional cutting tool is put in its place to perform finishing operations.
Because of Blue Arc’s low forces, the process can eliminate a high-power, high-torque machine tool and highly engineered cutting tools and replace them with a smaller, less-rigid machine and a simple electrode tool. The process is recommended for the difficult-to-reach deep cuts and very thin cuts commonly found in aerospace, power generation and automotive applications.
For more information about Mitsui Seiki USA Inc., Franklin Lakes, N.J., visit www.mitsuiseiki.com or call (201) 337-1300.
Related Glossary Terms
- alloys
alloys
Substances having metallic properties and being composed of two or more chemical elements of which at least one is a metal.
- burning
burning
Rotary tool that removes hard or soft materials similar to a rotary file. A bur’s teeth, or flutes, have a negative rake.
- centers
centers
Cone-shaped pins that support a workpiece by one or two ends during machining. The centers fit into holes drilled in the workpiece ends. Centers that turn with the workpiece are called “live” centers; those that do not are called “dead” centers.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- machining center
machining center
CNC machine tool capable of drilling, reaming, tapping, milling and boring. Normally comes with an automatic toolchanger. See automatic toolchanger.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- superalloys
superalloys
Tough, difficult-to-machine alloys; includes Hastelloy, Inconel and Monel. Many are nickel-base metals.
Author

Michael Anderson, former senior editor at Cutting Tool Engineering magazine, holds a master's degree in written communication from Eastern Michigan University. He has been professionally writing about manufacturing technology since 1998, including more than 10 years at the Society of Manufacturing Engineers.
