Dear Doc: I creep-feed-grind nickel alloys for the aerospace industry. Some of our grinders use a dummy workpiece; some don’t. What’s your take on dummy workpieces?
The Doc Replies: I’m a fan of dummy workpieces—also called false nips—but only in certain situations. Let’s take a look at when they’re useful.
Dummy workpieces are used to help get coolant to the hot spot (see figure) when the wheel is entering the workpiece (when up grinding) and when the wheel is exiting the workpiece (when down grinding). In shallow-cut surface grinding, the main benefit of coolant is lubrication, not heat removal. Here, a dummy workpiece might help a little.
However, when creep-feed grinding, the main benefits of the coolant are lubrication and heat removal. Here, you must have good cooling—and in this case, a dummy workpiece can help a lot.
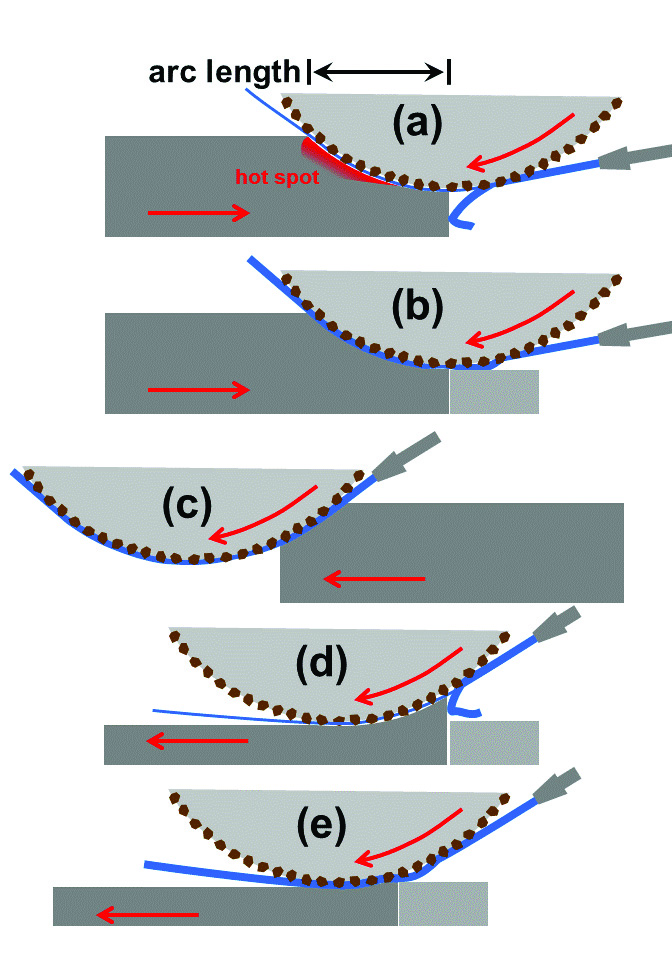
Dummy workpieces are used to help get coolant to the hot spot. Image courtesy of J. Badger
But that depends on where you put the workpiece. When up grinding, if you don’t have a dummy, the coolant will deflect off the wheel (a) at the entry point. A dummy workpiece will help catch the coolant and carry it to the hot spot. Here, you put the dummy at the entrance (b).
When down grinding, you don’t need a dummy at the entrance (c), but you can put a dummy at the exit (d). However, in this case, the benefit is not as good. That is because the material yet to be removed obstructs the utility of the dummy. It will help, though, when taking a small DOC finishing pass (e).
How long does the dummy need to be? For up grinding, ideally it would be just a little bit longer than the arc length. The equation for arc length is: arc length (in.) = √DOC × wheel diameter. An 8" wheel taking an 0.080" DOC would require a dummy slightly longer than 0.8". For down grinding, a much shorter dummy will work.
Of course, the height of the dummy needs to be the height of the workpiece after the workpiece has been ground. If you’re doing complex forms—for example, a fir tree root form—make the dummy a little bigger and grind through it the first time.
It’s not an exact science. Dummies can be a little shorter or a little longer. Multiple-pass operations will get less benefit from the dummy on the early passes. Compromises will probably need to be made. But even then, dummies can be helpful in getting coolant to the hot spot and reducing loading, grit dulling and white-layer thermal damage.
Cooling is not the only benefit of the dummy. If you are generating big burrs, using a dummy where you get exit burrs (the wheel exit when up grinding and the wheel entrance when down grinding) can work wonders in reducing burrs, provided the dummy is exactly flush with the workpiece. A dummy can also reduce oxidation burn on the unground surface—or make the burn worse depending on the coolant situation, so give this some thought.
Related Glossary Terms
- alloys
alloys
Substances having metallic properties and being composed of two or more chemical elements of which at least one is a metal.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- creep-feed grinding
creep-feed grinding
Grinding operation in which the grinding wheel is slowly fed into the workpiece at sufficient depth of cut to accomplish in one pass what otherwise would require repeated passes. See grinding.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- surface grinding
surface grinding
Machining of a flat, angled or contoured surface by passing a workpiece beneath a grinding wheel in a plane parallel to the grinding wheel spindle. See grinding.
Author

Jeffrey A. Badger, Ph.D., is an independent grinding expert. He will be giving his 3-day High Intensity Grinding Course from Sept. 26-28 in Columbia, S.C., hosted by S.L. Munson. Visit www.thegrindingdoc.com for details. He can be reached by phone at 512-934-1857 or via email at [email protected].
