Automating a CNC lathe has become a lot easier
With easier programming and simpler tooling, Lathes are, for the most, part robot-ready
Shops have plenty of reasons to automate their CNC lathes. Throughput becomes more predictable. Labor costs go down with unattended machining. There’s a subsequent increase of available working hours. And don’t forget the primary motivation behind any foray into automation: It’s tough to find people with the required skills.
Adding a robot can make people cringe at the thought of further complicating an already challenging shop-floor equation. The installation process means undergoing a machine tool risk assessment, most often followed by investment in safety fences or light curtains. There’s automation integration to think about, along with conveyors, grippers and programming systems. The lure of increased uptime notwithstanding, is it really worth the hassle?
Going Gantry
Al Bingeman, deputy general manager at Doosan Machine Tools America Corp., Pine Brook, New Jersey, thinks that automation is worthwhile. He said last year’s sales figures for robotics show that many manufacturers agree.
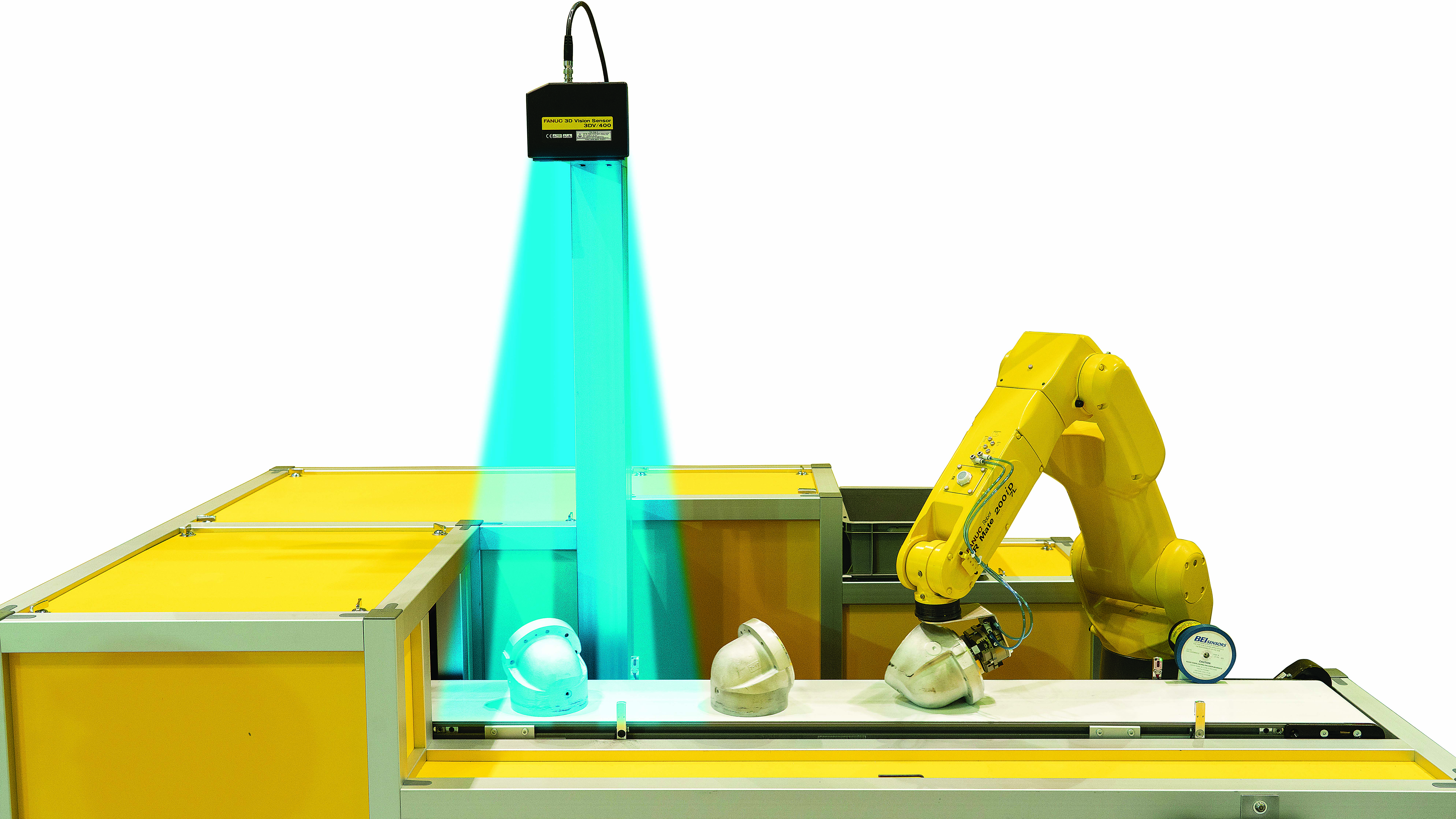
A FANUC LR Mate 200iD uses 3D vision for part orientation. Image courtesy of FANUC America
“There’s the labor part of it, certainly,” he said, “but I think a lot of shop owners and managers are also realizing the payback on one of these systems is usually measured in months, not years.”
One such system is Doosan’s GL series of fast gantry loaders. Some models boast load times of 5.7 seconds and traverse speeds in excess of 5,900 ipm.
But why focus on lathes? It should be clear to anyone who’s watched CNC machining centers sit idle that they are also begging for automation—perhaps even more so than a lathe, which can be equipped with a bar feeder, eliminating the need for a robot in bar stock applications. And why a gantry robot? Aren’t robotic arms the dominant technology for machine tool automation?
Bingeman said Doosan offers “traditional” robots as well, including the company’s DooCell drawer-style robotic loading cell, but gantry loaders offer several advantages in certain applications.
“They’re in many ways simpler,” he said. “Simpler to program and operate, simpler to integrate to the machine tool. Compared to a pedestal-style robot, they can be very cost-effective, particularly in higher-volume jobs where speed is
paramount.”

Gantry-style loaders are generally faster than articulated-arm robots, although changeovers can be more involved. Image courtesy of Doosan Machine Tools America
The biggest downside to a gantry robot, according to Bingeman, is that changeovers are generally more involved than they are with robotic arms. Gantries are also less flexible in terms of workpiece mix. Flanged parts shaped like hockey pucks are fine, as are long shafts, but not necessarily both in the same group. As for whether it’s better to first automate a lathe or a machining center, the answer is simple: Lathes typically are the lowest-hanging fruit in any automation scenario.
Picking the Fruit
“With a lathe, you’re always loading and unloading to the centerline of the chuck,” said Geoff Dawson, sales director at FANUC America Corp., Rochester Hills, Michigan. “That makes the programming pretty easy no matter what kind of parts you’re working with. Also, the parts are nearly always round, so the end-of-arm tooling is simpler than with some applications. And since the chuck is hydraulically actuated, there’s no need to purchase pneumatic or hydraulic vises like there is on a machining center. The biggest expense—aside from the cost of the robot of course—is adding an automatic door, and some shops will task the robot with this activity as well. Lathes are for the most part robot-ready.”
Installing a robot is one thing, but what about the next step of turning out the lights? He noted that control options, such as broken-tool detection, tool life management and remote monitoring, are an integral part of any unattended manufacturing initiative. The challenge here is that implementing these advanced functions can be more difficult than bolting a robot to the front of the machine and showing it the ropes.
The good news is there’s no shortage of such products or of companies with the people and expertise needed to make them tick. So regardless of whether a shop decides to let its CNC lathes go it alone, properly leveraging these capabilities will serve to increase productivity and reduce manufacturing costs.
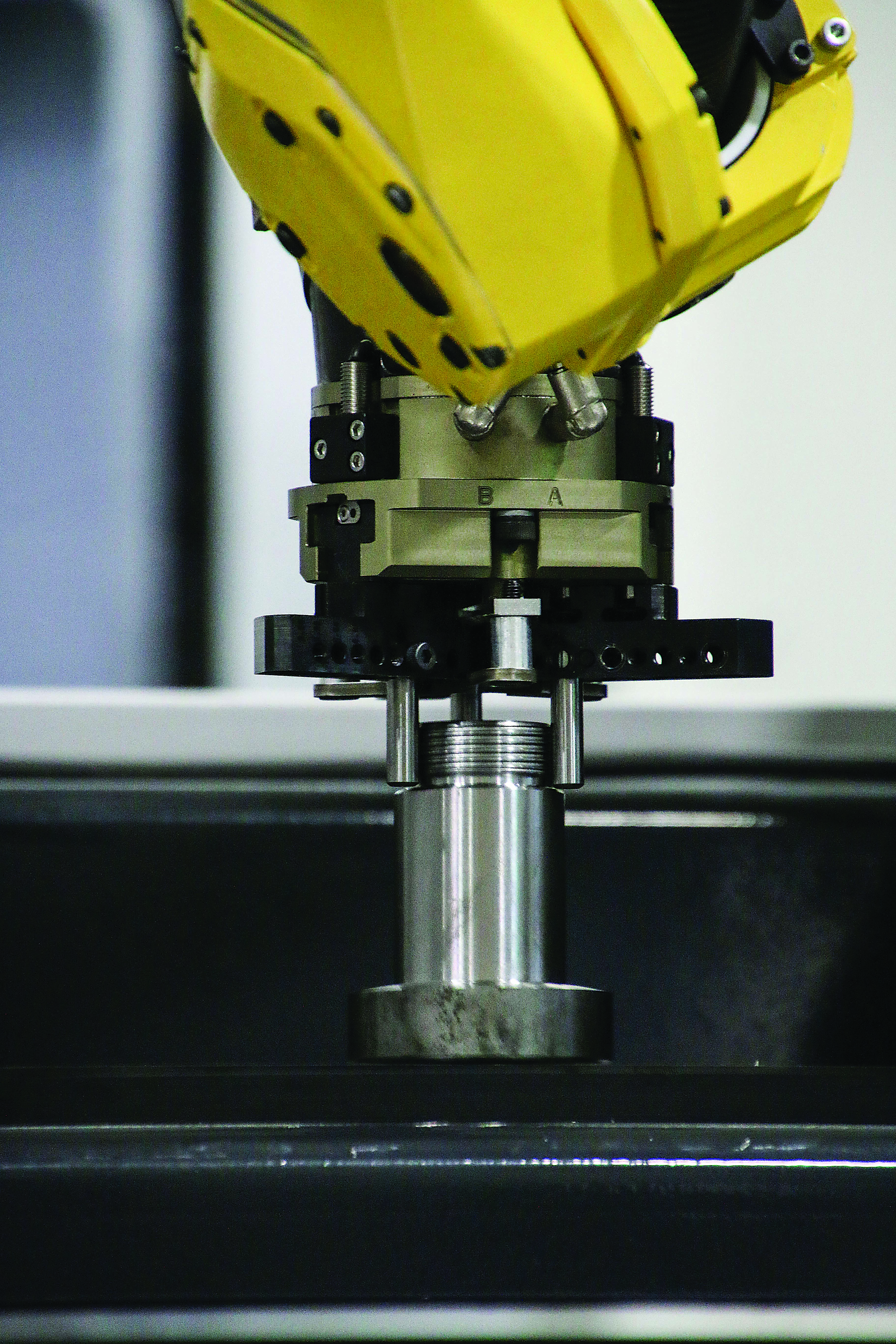
Thanks to an adjustable three-pin gripping arrangement, the Load & Go system eliminates conventional end effectors. Image courtesy of Gosiger Automation
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
